Unidades auxiliares eletrificadas
Como consequência da eletrificação na indústria automotiva, cada vez mais as tarefas de acionamento dos motores de combustão interna estão sendo realizadas por componentes elétricos. Ao eletrificar as unidades auxiliares, esses componentes podem ser usados conforme necessário e dependendo da carga, contribuindo, assim, para a redução do consumo de energia. Eles se destacam pela sua alta confiabilidade e baixa emissão de ruídos, bem como pela excelente eficiência energética.
Unidade auxiliar compressor scroll
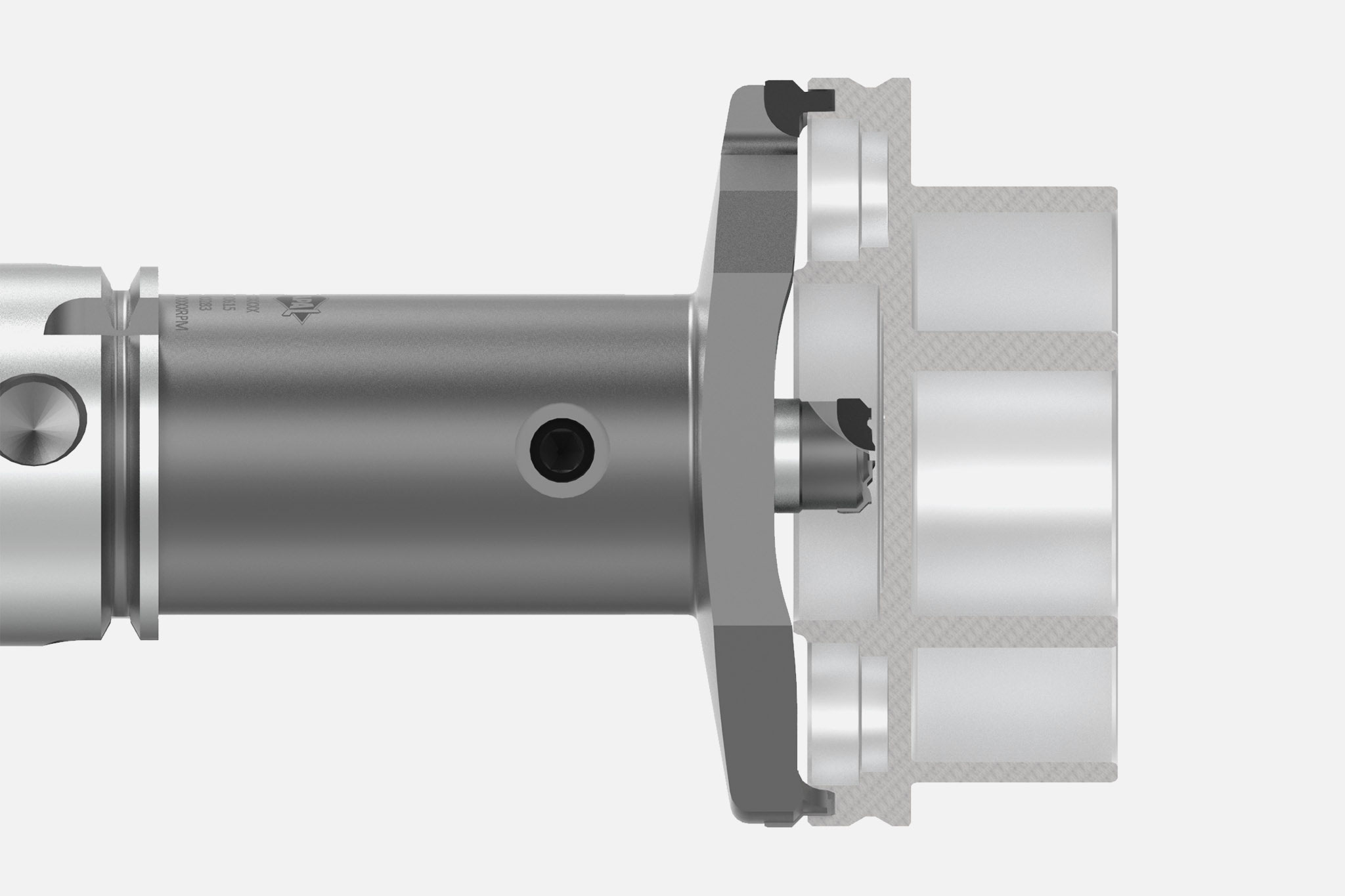
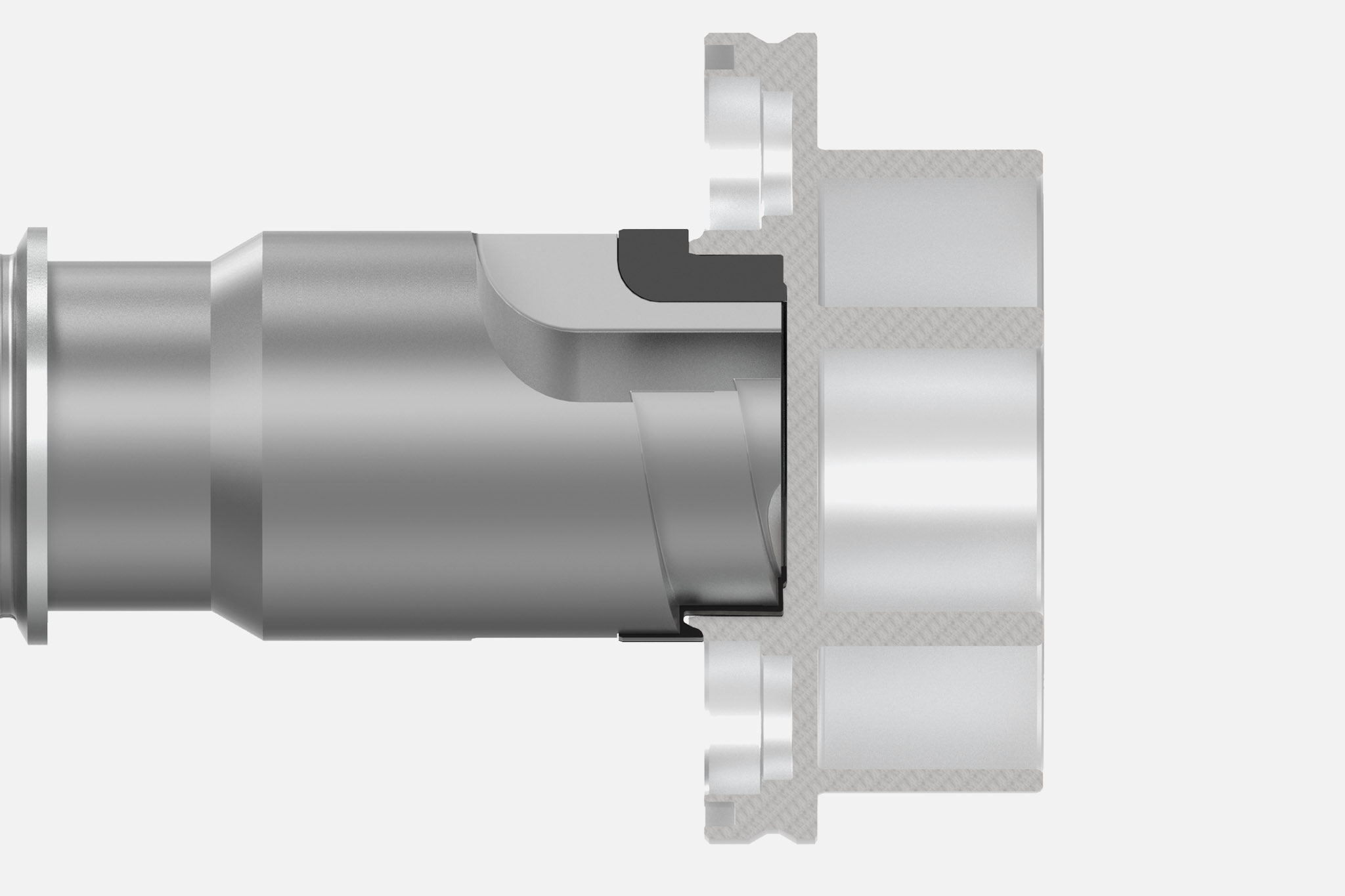
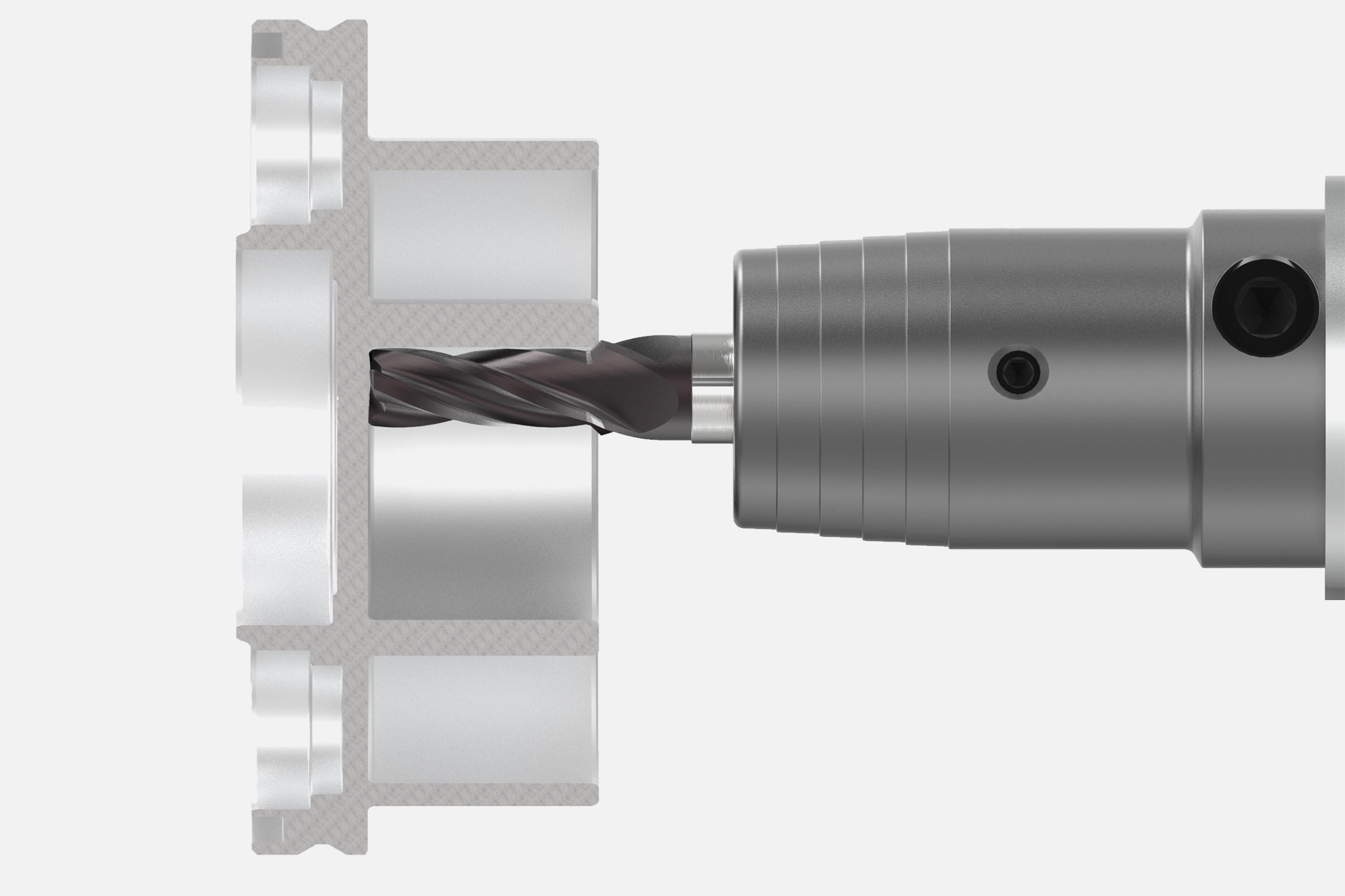
Um exemplo para uma unidade auxiliar eletrificada é oo cmpressor scroll, usado como compressor para refrigeração do sistema elétrico e no gerenciamento térmico. São apresentadas, a título de ilustração, três usinagens específicas em um compressor scroll de alumínio para a utilização em um veículo elétrico.

CARACTERÍSTICAS
- Peças principais Orbit e Fixed Scroll
- A precisão geométrica e a conexão são fundamentais
- Posicionamento exato das espirais entre si
EXIGÊNCIAS DA USINAGEM
- Alto grau de precisão da forma das espirais (≤ 20 µm)
- Alta perpendicularidade dos flancos em relação à superfície da base (≤ 20 µm)
- Paralelismo e uniformidade de ≤ 10 μm
- Rugosidade da superfície (Rz) na faixa de um só dígito
- Interação perfeita entre máquina e ferramenta