
01.02.2018
Geballte Flexibilität und Effizienz - Plandrehköpfe und Aufsatzwerkzeuge von MAPAL
Komplexe Konturen an rotationssymmetrischen Bauteilen ohne Drehmaschine fertigen? Das funktioniert - mit Plandrehköpfen und Aufsatzwerkzeugen. Davon profitieren Endenbearbeitungsmaschinen, wenn es darum geht, die Bearbeitung beider Rohrenden gleichzeitig und unabhängig voneinander zu realisieren. Der Maschinenbauer Bühring setzt genau das um. Und hat sich daher für eine CNC-Bearbeitungsmaschine mit einer entsprechenden Werkzeuglösung von MAPAL entschieden. Seitdem agiert er wesentlich flexibler und wirtschaftlicher.



Maschinenbauer Bühring bearbeitet komplexe Konturen wirtschaftlich und hochgenau
Als bei der Maschinenbau Bühring Betriebsunternehmen GmbH mit Sitz in Dreileben, Sachsen-Anhalt, die neue Endenbearbeitungsmaschine angeliefert wurde, mussten gleich drei Gabelstaplerfahrer ihr ganzes Können in die Waagschale legen: Ein 26-Tonnen-, ein Vier-Tonnen- und ein Fünf-Tonnen-Hubfahrzeug waren gemeinsam im Einsatz, um die etwa zehn Meter lange Anlage vom Transporter zu heben und an ihren Stellplatz zu schaffen. „Das war echte Millimeterarbeit“, sagt Sven Bühring, der einen der Stapler steuerte. Zusammen mit zwei weiteren Familienmitgliedern leitet er in fünfter Generation die Geschicke des Lohnfertigers.
Der Einsatz und die Aufregung haben sich gelohnt. Die neue Maschine ist mit modernster Technik ausgestattet. Sie bietet gegenüber der bis dato genutzten, in die Jahre gekommenen Vorgängeranlage, deutliche Vorteile.
Der Einsatz und die Aufregung haben sich gelohnt. Die neue Maschine ist mit modernster Technik ausgestattet. Sie bietet gegenüber der bis dato genutzten, in die Jahre gekommenen Vorgängeranlage, deutliche Vorteile.
Gleichzeitige Bearbeitung beider Rohrenden
Die neue CNC-Maschine wurde nach den Vorgaben von Bühring gebaut. Sie ermöglicht die prozesssichere und effiziente Bearbeitung von Rohrenden. Das zu bearbeitende Rohr kann bei dieser Maschine zwischen 400 und 2.500 mm lang sein. Durch den Einsatz maßgeschneiderter Einfachschieber-Plandrehköpfe von MAPAL können Rohre mit einem Durchmesser von bis zu 275 mm mit komplexen Innen- und Außenkonturen gefertigt werden.
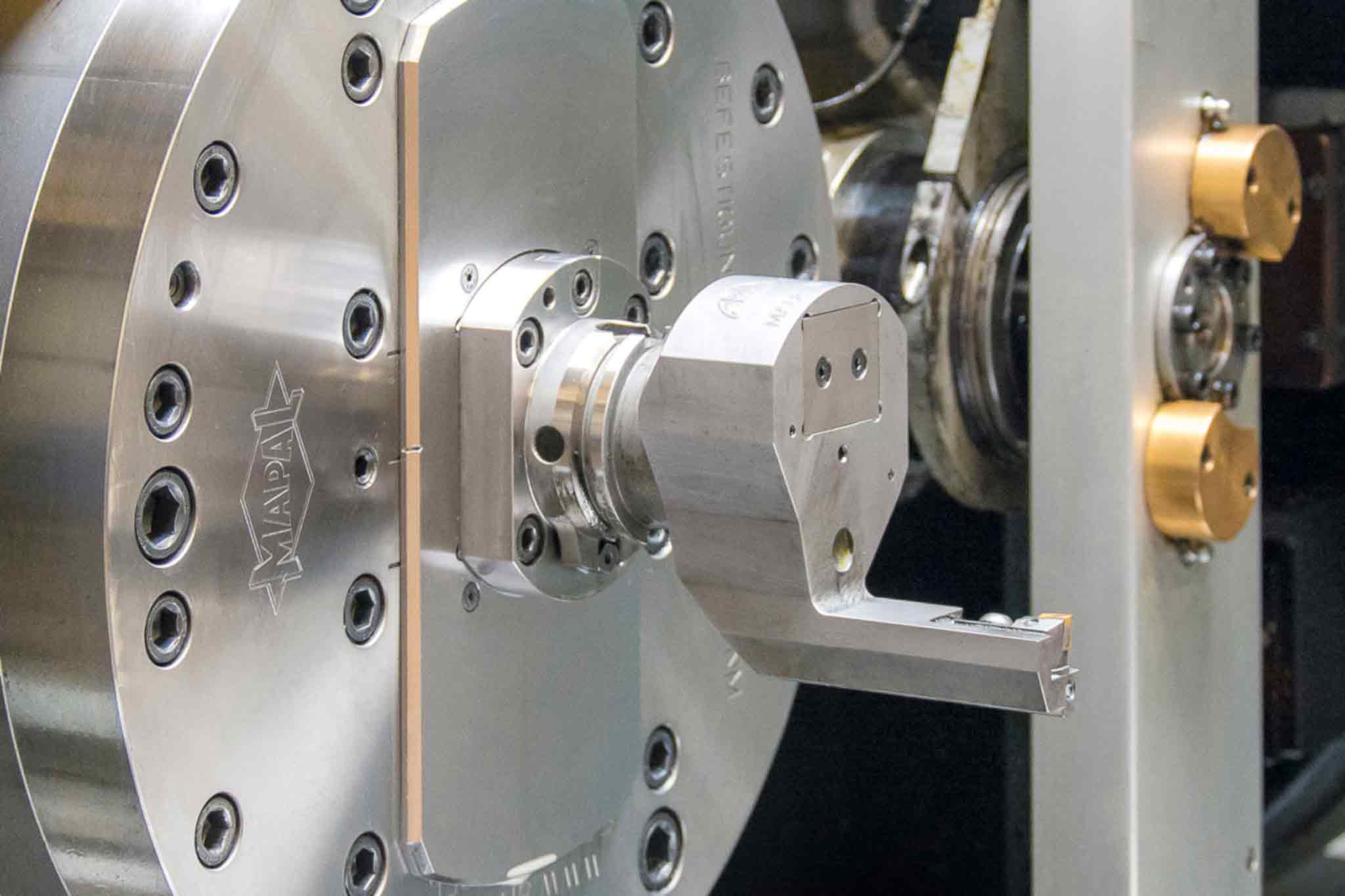
Plandrehköpfe kommen vorwiegend auf Sondermaschinen zum Einsatz, wenn es gilt, spezielle Konturen zu bearbeiten. Die exakt geschliffenen Führungsbahnen sorgen für höchste Positioniergenauigkeit. Für die Bearbeitung bei Bühring haben die Experten von MAPAL einen Plandrehkopf als Einfachschieber mit automatischem Werkzeugwechsel und verdecktem Schieber für den Unwuchtausgleich ausgelegt. Durch diesen Ausgleich ist eine besonders dynamische und präzise Bearbeitung garantiert.
Weitere Merkmale des Plandrehkopfes:
Über die HSK-Schnittstelle werden die Aufsatzwerkzeuge automatisch aufgenommen. Die Sperrluft hält die Schnittstelle frei von Verunreinigungen. Damit erfüllt der Plandrehkopf alle Funktionen einer Spindelvorderkante. Der Einsatz des Plandrehkopfs ermöglicht die Bearbeitung bei feststehendem Werkstück und damit in einer Aufspannung an beiden Enden gleichzeitig und unabhängig voneinander.
„Einer der größten Vorteile der neuen Anlage, der zudem sofort Wirkung zeigte, ist neben der hohen Prozesssicherheit der wesentlich schnellere Bauteilwechsel“, erläutert Bühring. „Dauerte das Umrüsten auf der zuvor verwendeten Anlage etwa 2,5 Stunden, benötigen wir dafür jetzt nur noch rund die Hälfte der Zeit. Das macht sich bemerkbar, weil wir das Produkt in der Regel mindestens einmal pro Woche wechseln.“
- Die Einfachschieber-Plandrehköpfe:
- Außendurchmesser 38 mm
- Planhub: 55 mm
Plandrehköpfe kommen vorwiegend auf Sondermaschinen zum Einsatz, wenn es gilt, spezielle Konturen zu bearbeiten. Die exakt geschliffenen Führungsbahnen sorgen für höchste Positioniergenauigkeit. Für die Bearbeitung bei Bühring haben die Experten von MAPAL einen Plandrehkopf als Einfachschieber mit automatischem Werkzeugwechsel und verdecktem Schieber für den Unwuchtausgleich ausgelegt. Durch diesen Ausgleich ist eine besonders dynamische und präzise Bearbeitung garantiert.
Weitere Merkmale des Plandrehkopfes:
- Öl-Zentralschmierung,
- innere Kühlmittelzufuhr
- Sperrluft an der HSK-Schnittstelle
Über die HSK-Schnittstelle werden die Aufsatzwerkzeuge automatisch aufgenommen. Die Sperrluft hält die Schnittstelle frei von Verunreinigungen. Damit erfüllt der Plandrehkopf alle Funktionen einer Spindelvorderkante. Der Einsatz des Plandrehkopfs ermöglicht die Bearbeitung bei feststehendem Werkstück und damit in einer Aufspannung an beiden Enden gleichzeitig und unabhängig voneinander.
„Einer der größten Vorteile der neuen Anlage, der zudem sofort Wirkung zeigte, ist neben der hohen Prozesssicherheit der wesentlich schnellere Bauteilwechsel“, erläutert Bühring. „Dauerte das Umrüsten auf der zuvor verwendeten Anlage etwa 2,5 Stunden, benötigen wir dafür jetzt nur noch rund die Hälfte der Zeit. Das macht sich bemerkbar, weil wir das Produkt in der Regel mindestens einmal pro Woche wechseln.“
Automatisierter Werkzeugwechsel durch HSK-A63 Schnittstelle
Verantwortlich für die erhöhte Verfügbarkeit der neuen Maschine ist unter anderem ein automatisierter Werkzeugwechsel. Im Arbeitsschieber des Plandrehkopfs ist dafür ein hydraulisches System verbaut. Scheibenrevolver mit jeweils zwölf Werkzeugpositionen auf beiden Seiten der Maschine bieten Bühring ausreichend Platz für die benötigten Werkzeuge.
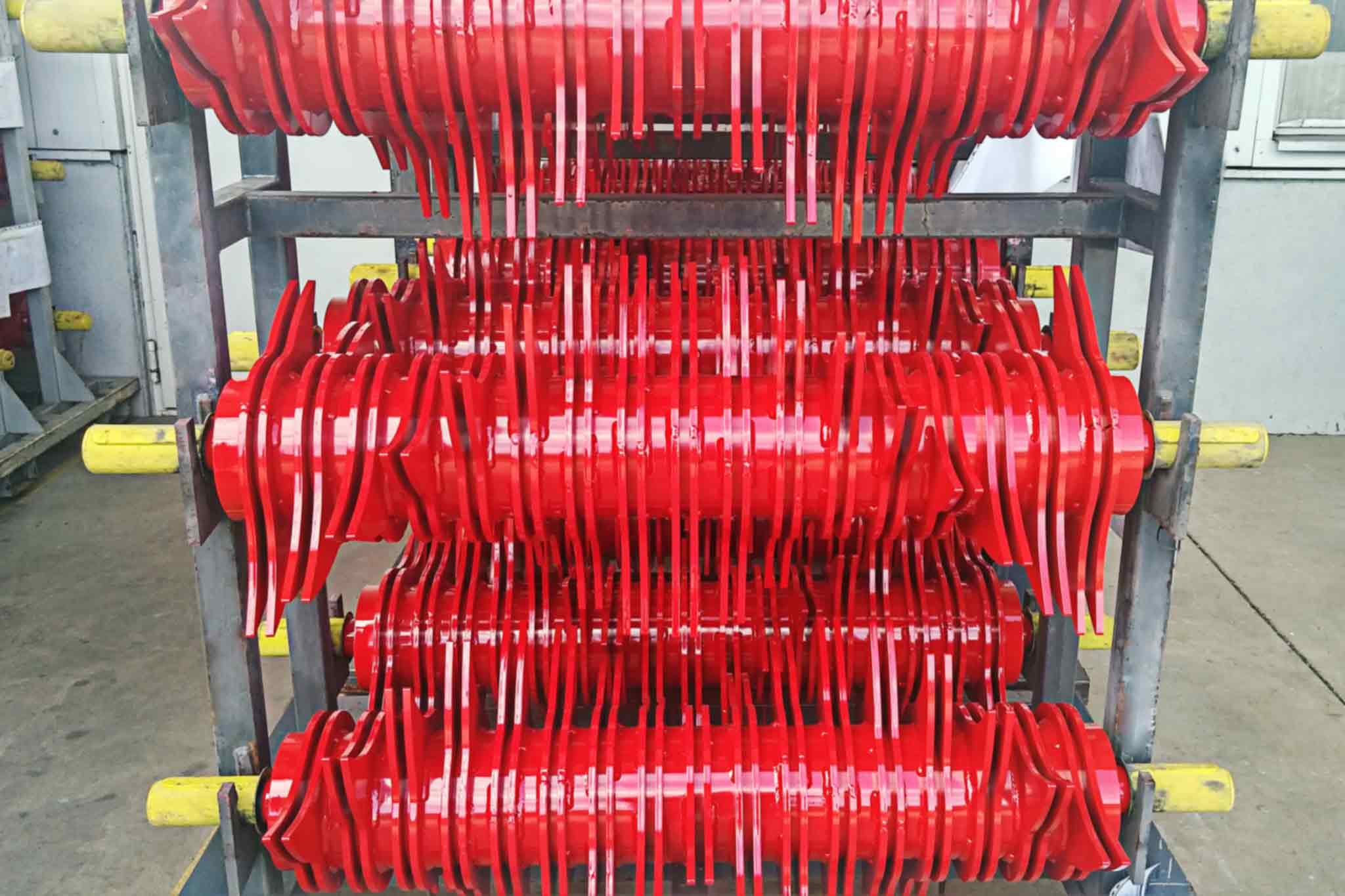
Bei den aktuell gefertigten Produkten handelt es sich um ein Dutzend Komponenten, die der Auftraggeber von Bühring für den Bau von Strohballenpressen benötigt. Bühring liefert die Komponenten in der Regel montagefertig aus, also komplett bearbeitet, geschweißt und lackiert. Eine dieser Komponenten ist ein Rotor mit 17 aufgeschweißten Doppelringen mit jeweils zwei Zacken. Der Rotor sorgt in einer Rundballenpresse für den optimalen Transport des Strohs vom Pick-up-System in die Strohballenpresse.
Der Grundkörper des Rotors:
Bei den aktuell gefertigten Produkten handelt es sich um ein Dutzend Komponenten, die der Auftraggeber von Bühring für den Bau von Strohballenpressen benötigt. Bühring liefert die Komponenten in der Regel montagefertig aus, also komplett bearbeitet, geschweißt und lackiert. Eine dieser Komponenten ist ein Rotor mit 17 aufgeschweißten Doppelringen mit jeweils zwei Zacken. Der Rotor sorgt in einer Rundballenpresse für den optimalen Transport des Strohs vom Pick-up-System in die Strohballenpresse.
Der Grundkörper des Rotors:
- Walzenrohr aus Stahl
- Länge: 1.200 mm
- Durchmesser: 250 mm
Das Rohr muss an beiden Enden innen aus- und an der Stirnseite plangedreht und gefast werden, damit anschließend ein verzahnter Stummel eingeschweißt werden kann. Danach darf die Achse nur einen Rundlauffehler von 3 mm aufweisen, um optimale Fahreigenschaften des Pressenanhängers zu gewährleisten. Entsprechend präzise muss die Bearbeitung der Enden erfolgen.
MAPAL sorgt für den passenden Bearbeitungsprozess
Die Bearbeitung wurde vom Maschinenhersteller zusammen mit den Experten von MAPAL als klassische Nassbearbeitung ausgelegt. Für die unterschiedlichen Bearbeitungen an den Rohrenden kommen Standard-ISO-Wendeschneidplatten zum Einsatz. „Bei der zuvor eingesetzten Maschine waren dagegen spezielle Schneidstoffe eines Herstellers erforderlich, weil hier eine reine Trockenbearbeitung ohne Kühlschmierstoff vorgesehen war“, blickt Bühring zurück. „Dadurch hatten wir nicht nur hohe Schneidstoffkosten, sondern auch eine extreme Geräuschentwicklung in der Halle, die die Mitarbeiter belastete.“ Mit dem neuen Bearbeitungsprozess auf Basis von Aufsatzwerkzeugen gehört auch das der Vergangenheit an.
Die Oberflächenqualität darf eine Rauheit von Rz = 25 µm darf nicht überschreiten. Das erreicht der Maschinenbauer mit dem neuen Bearbeitungskonzept problemlos. Die Hauptzeiten bewegen sich je nach Bearbeitungsaufgabe zwischen ein paar Sekunden bis zu einigen Minuten. „Wir können mit der neuen Maschine und den MAPAL Werkzeugen präziser und effizienter produzieren“, verrät Sven Bühring. „Dabei haben wir aus Zeitmangel die Programmierung bisher noch nicht einmal optimiert, sodass wir uns für die Zukunft weitere Verbesserungen erwarten.“
Die Oberflächenqualität darf eine Rauheit von Rz = 25 µm darf nicht überschreiten. Das erreicht der Maschinenbauer mit dem neuen Bearbeitungskonzept problemlos. Die Hauptzeiten bewegen sich je nach Bearbeitungsaufgabe zwischen ein paar Sekunden bis zu einigen Minuten. „Wir können mit der neuen Maschine und den MAPAL Werkzeugen präziser und effizienter produzieren“, verrät Sven Bühring. „Dabei haben wir aus Zeitmangel die Programmierung bisher noch nicht einmal optimiert, sodass wir uns für die Zukunft weitere Verbesserungen erwarten.“
Freiwerdende Maschinenkapazität für neue Anwendungen
Sven Bühring will die zusätzlichen Bearbeitungskapazitäten der Maschine zukünftig verstärkt nutzen, um neue Kundenkreise anzusprechen. „Aus meiner Sicht sind dabei für potenzielle Auftraggeber gerade die vielfältigen und flexiblen Bearbeitungsmöglichkeiten besonders attraktiv, die sich aus der Kombination der Endenbearbeitungsmaschine mit den Aufsatzwerkzeugen und einer Laser-Rohrschneidemaschine ergeben, die wir auch im Haus haben.“
Optimale Unterstützung bei seiner Expansion erhält Bühring durch den technischen Support von MAPAL, den das Unternehmen schätzen gelernt hat: „Als in der Phase der Inbetriebnahme eine Kinderkrankheit der Maschine das hydraulische Antriebssystem des Plandrehkopfs verunreinigt hatte, war ein Mitarbeiter von MAPAL am nächsten Morgen vor Ort und hat das defekte Teil abgeholt und sich schnell und unkompliziert um alles Weitere gekümmert. Das ist entscheidend, weil wir für viele Kunden Produkte kurzfristig bereithalten müssen. Da müssen wir uns Technologiepartner wie MAPAL suchen, auf die wir uns zu 100 Prozent verlassen können.“
Denn, so Bühring: „Ohne ein breites Spektrum an Fertigungstechniken und eine hohe Verfügbarkeit der Produktionsmittel hat ein Lohnfertiger heute keine Zukunftsperspektive. Maßgeschneiderte, prozesssichere Bearbeitungslösungen und ein effizienter technischer Support, wie der von MAPAL, sind da ein wichtiger Bestandteil, um dauerhaft Erfolg zu haben.“
Optimale Unterstützung bei seiner Expansion erhält Bühring durch den technischen Support von MAPAL, den das Unternehmen schätzen gelernt hat: „Als in der Phase der Inbetriebnahme eine Kinderkrankheit der Maschine das hydraulische Antriebssystem des Plandrehkopfs verunreinigt hatte, war ein Mitarbeiter von MAPAL am nächsten Morgen vor Ort und hat das defekte Teil abgeholt und sich schnell und unkompliziert um alles Weitere gekümmert. Das ist entscheidend, weil wir für viele Kunden Produkte kurzfristig bereithalten müssen. Da müssen wir uns Technologiepartner wie MAPAL suchen, auf die wir uns zu 100 Prozent verlassen können.“
Denn, so Bühring: „Ohne ein breites Spektrum an Fertigungstechniken und eine hohe Verfügbarkeit der Produktionsmittel hat ein Lohnfertiger heute keine Zukunftsperspektive. Maßgeschneiderte, prozesssichere Bearbeitungslösungen und ein effizienter technischer Support, wie der von MAPAL, sind da ein wichtiger Bestandteil, um dauerhaft Erfolg zu haben.“



