Os materiais de alta resistência e simultaneamente leves são especialmente importantes no setor aeroespacial. Graças às inovadoras combinações de materiais, o peso pode ser reduzido ainda mais, a resistência geral e à corrosão podem ser aumentadas, e é possível simplificar a montagem com um design integrativo. Enquanto componentes estruturais de alumínio, titânio ou aços de alta resistência são processados em centros de usinagem ou máquinas tipo gantry, a usinagem na montagem final é realizada por máquinas conduzidas manualmente, por unidades de avanço de perfuração ou robôs.
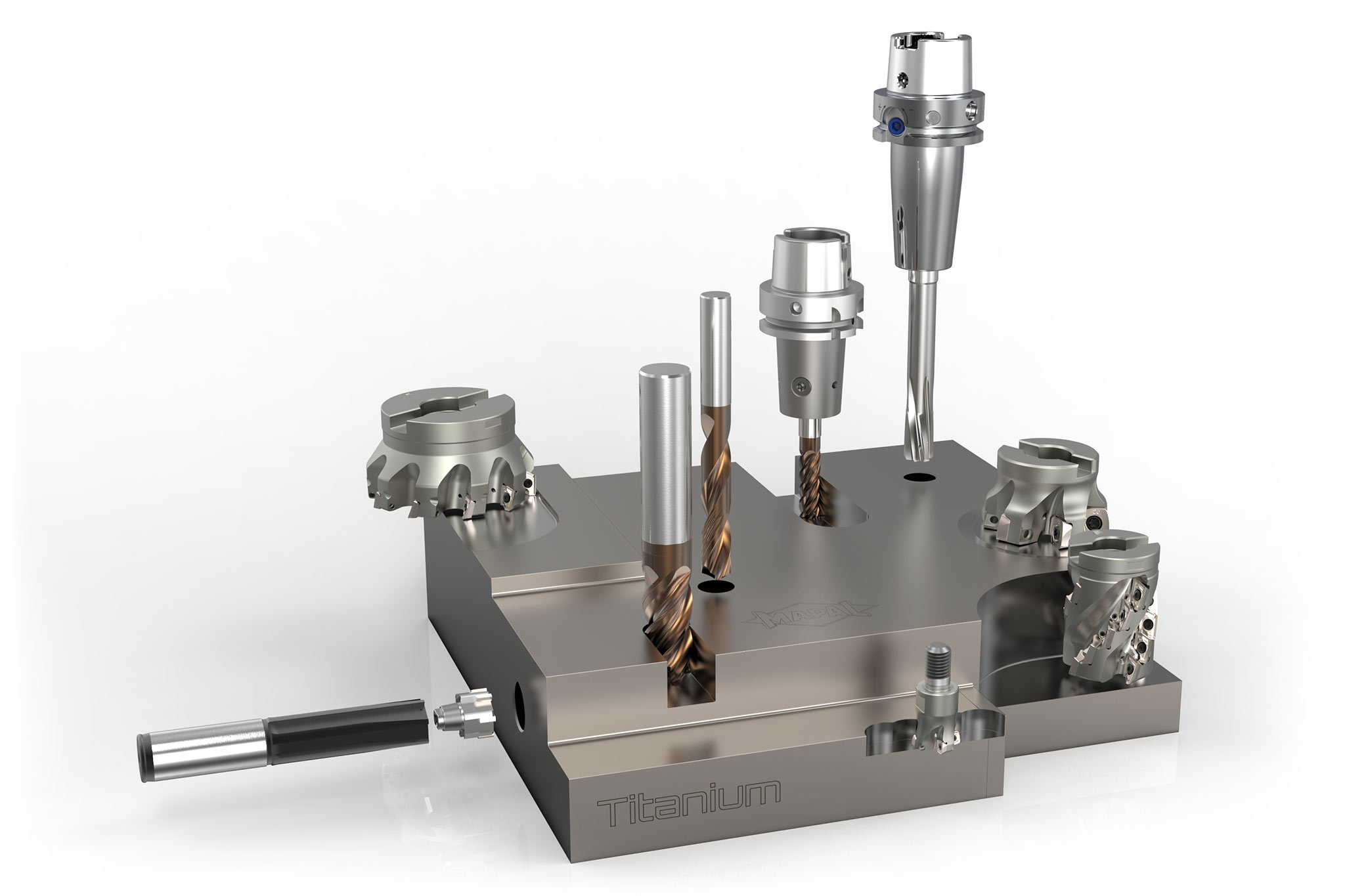
Programa de ferramentas para a usinagem de titânio
Fresamento com arestas de corte fixas
OptiMill-Titan-HPC
Fresa de esquadrejamento
Fresas de esquadrejamento com quatro arestas de corte para desbaste e acabamento de titânio
A preparação especial das arestas de corte produz superfícies ideais
Máxima estabilidade da ferramenta devido ao diâmetro máximo e elevação do núcleo ao eixo
Vários números de raios de canto disponíveis
Faixa de Ø: 6,00 – 25,00 mm
OptiMill-Tro-Titan
Fresa trocoidal
Fresas trocoidais com cinco arestas de corte
Taxa máxima de remoção do material com alta qualidade simultânea da superfície
Passo diferenciado otimizado
Parte da aresta de corte submetida a balanceamento fino para o funcionamento suave do fuso da máquina e maior durabilidade
Profundidades de corte até 3xD
Faixa de Ø: 6,00 – 25,00 mm
Fresamento com arestas de corte intercambiáveis
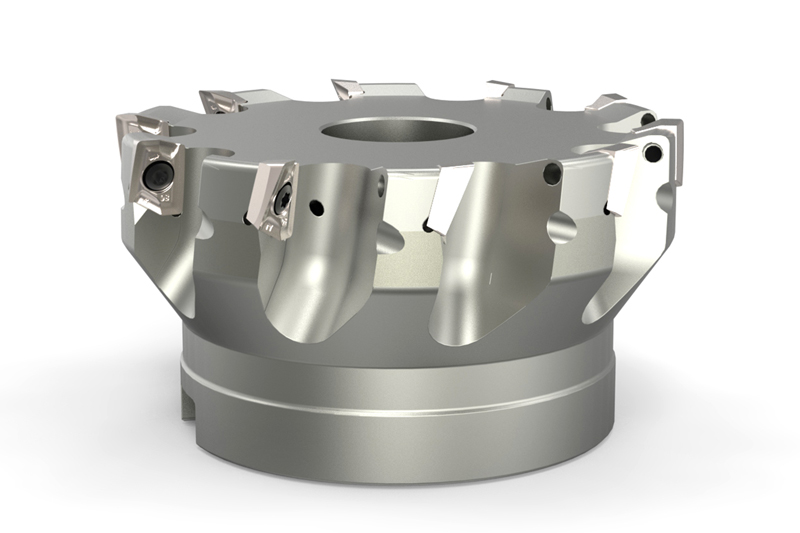
NeoMill-Titan-2-Corner
Fresa de esquadrejamento
Fresas de esquadrejamento com pastilhas intercambiáveis radiais
Forma básica positiva para componentes susceptíveis à vibração
Profundidades de corte de até 10 mm
Faixa de Ø: 40,00 a 100,00 mm
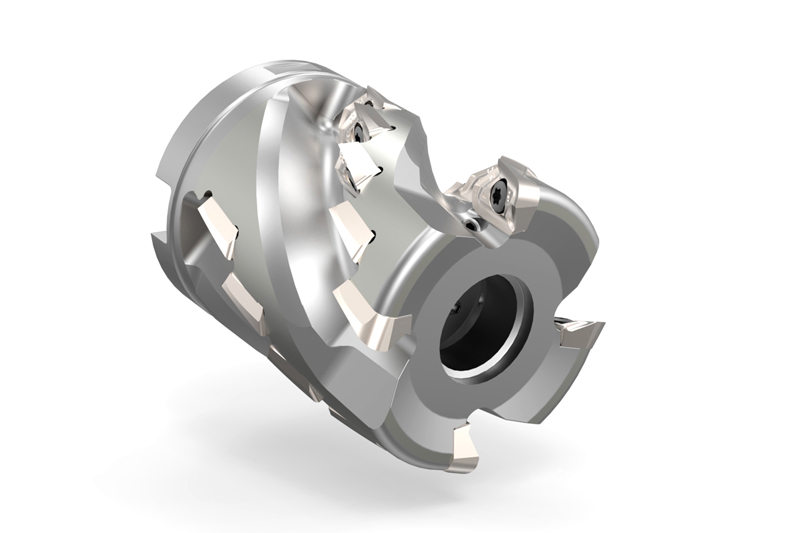
NeoMill-Titan-2-Shell
Fresa frontal de cilindro
Fresa tipo abacaxi com pastilhas intercambiáveis radiais com duas arestas de corte
Ideal para fresamento 90° e para recortar com profundidades de corte altas de até 57 mm
Faixa de Ø: 32,00 a 80,00 mm
NeoMill-2/4-HiFeed90
Fresa de alto avanço/fresa de esquadrejamento de 90°
Sistema de ferramentas universal para elevada produtividade
Faixa de Ø: 16,00 a 200,00 mm
Furação
MEGA-Speed-Drill-Titan
Broca de metal duro inteiriço
Brocas de alta velocidade com duas arestas de corte
Quatro guias para precisão exata da superfície e cilindricidade (classe de tolerância IT9, IT8 atingível)
Aresta de corte convexa com chanfro de canto para máxima estabilidade
Inovador perfil tipo corda para proteção das guias
Máxima resistência ao calor e ao desgaste
Faixa de Ø: 3,00 – 20,00 mm
Mandrilamento e acabamento fino
FixReam-FXR
Escareador de alto desempenho com haste cilíndrica
Escareador de alto desempenho em metal duro integral
Canelado reto para a usinagem de furos de passagem e furos cegos
Corte à esquerda para furo passante
Ideal para realização de tempos de ciclo curtos
Diversos materiais de corte e revestimentos disponíveis
Faixa de Ø: 2,80 a 20,20 mm
Alargador com cabeça intercambiável HPR
Alargador com cabeça intercambiável e posição de conexão HFS
Sistema de pontas intercambiáveis de alta precisão em modelo fixo com arestas de corte soldadas
Precisão de circularidade e de troca exata de < 3 µm
Máxima eficiência econômica devido ao sistema modular
Adequado para lubrificação por quantidade mínima (MQL)
Faixa de Ø: 7,00 a 65,00 mm
Mandrilamento
Mandrilamento em titânio
Ferramentas para mandrilamento com tecnologia tangencial
Ferramentas especiais específicas ao componente para a máxima produtividade, processos rentáveis e conceitos de usinagem estáveis
Pastilhas intercambiáveis tangenciais CTHQ e FTHQ
Os melhores resultados de usinagem na proporção de comprimento/diâmetro > 3,5 D devido à geometria em arco
Los altos requerimientos en la industria aeronáutica y aeroespacial respecto a la rigidez y resistencia a la corrosión en relación con el peso específico hacen que el titanio y las aleaciones de titanio estén predestinados como los materiales preferentes. Como resultado de esto, las áreas de aplicación son muy variadas, y van desde componentes estructurales menores trabajados mecánicamente, hasta piezas de soporte en el fuselaje, o palas en los motores a reacción.
Ejemplo de mecanizado articulación de torsión
1 / 5
Herramienta de taladrado de precisión
Gran precisión de ajuste de los insertos
Perfecta coaxialidad de las perforaciones
Muy buena calidad de la rugosidad de las superficies
Perfecta geometría de las perforaciones
Mecanizado muy estable gracias a las guías de apoyo
Gran precisión de repetición y fácil ajuste de la herramienta
2 / 5
NeoMill-Titan-2-Shell
Máximas tasas de mecanizado
Óptima retirada de virutas
Gran estabilidad de marcha
Diferentes tipos de refrigeración
Insertos con diferentes radios angulares
Diferentes materiales de corte disponibles
3 / 5
MEGA-Speed-Drill-Titan
Ángulo de la punta de 140°
Recubrimiento extremadamente liso que evita las adherencias
4 biseles guía (excelente circularidad)
Insertos convexos
Suministro de refrigerante interior
Nuevo diseño de la retirada de virutas (óptima retirada de virutas)
Flujo de refrigerante eficiente para evitar la fricción y el calor en el inserto de corte
4 / 5
OptiMill-Titan-HPC
Preparación especial de aristas (inserto estable)
Diferentes pasos de fresado de las espirales (corte estable, funcionamiento silencioso)
Núcleo ascendente (más estabilidad)
5 / 5
FixReam
Diseño de metal duro o soldado
Calidad de la perforación: H7
Recubrimiento de DLC para obtener el mejor resultado
Diámetro configurable (Speedline)
Diseño para agujeros pasantes y agujeros ciegos
Adecuado para lubricación minimizada (MQL)
Ejemplo de mecanizado Hingeline
1 / 6
Herramientas de desbarbado de metal duro
Con esta herramienta especial de forma esférica especial se desbarban las entradas y salidas de la perforación principal, así como los brocas de fijación mediante fresado circular.
2 / 6
NeoMill-Titan-2-Corner
Altas tasas de mecanizado
Gran estabilidad de marcha
Insertos con diferentes radios angulares
Diferentes materiales de corte disponibles
3 / 6
MEGA-Speed-Drill-Titan
Incremento de 30% en la vida útil en comparación con la solución usual
Solución especializada en velocidades de corte y avances elevados
Tiempo de ciclo reducido
4 / 6
Brocas de cabezal intercambiable TTD, brocas especiales, barra de taladrar
Brocas de cabezal intercambiable TTD para pilotaje de la primera pestaña
Broca especial con elemento guía adicional en el cuello, para mecanizado medio de las pestañas por ambos lados
Barra de taladrar con guía de rodamientos, para un exacto mecanizado de acabado de la perforación principal por un lado
5 / 6
OptiMill-Titan-HPC
Increases tool life by 35%
Perfect solution for roughing, medium machining and finishing
Excellent price-performance ratio
Fits Mill Chuck, System HB
Optimal pitch (stable cut, smooth running)
Core rise for more stability
6 / 6
OptiMill-Tro-Titan
Extends tool life by 10% compared to previous solutions
High removal rates possible
Unequal spacing of the cutting edges
Special coating to avoid deposits
Specially designed chip flute for optimum chip removal
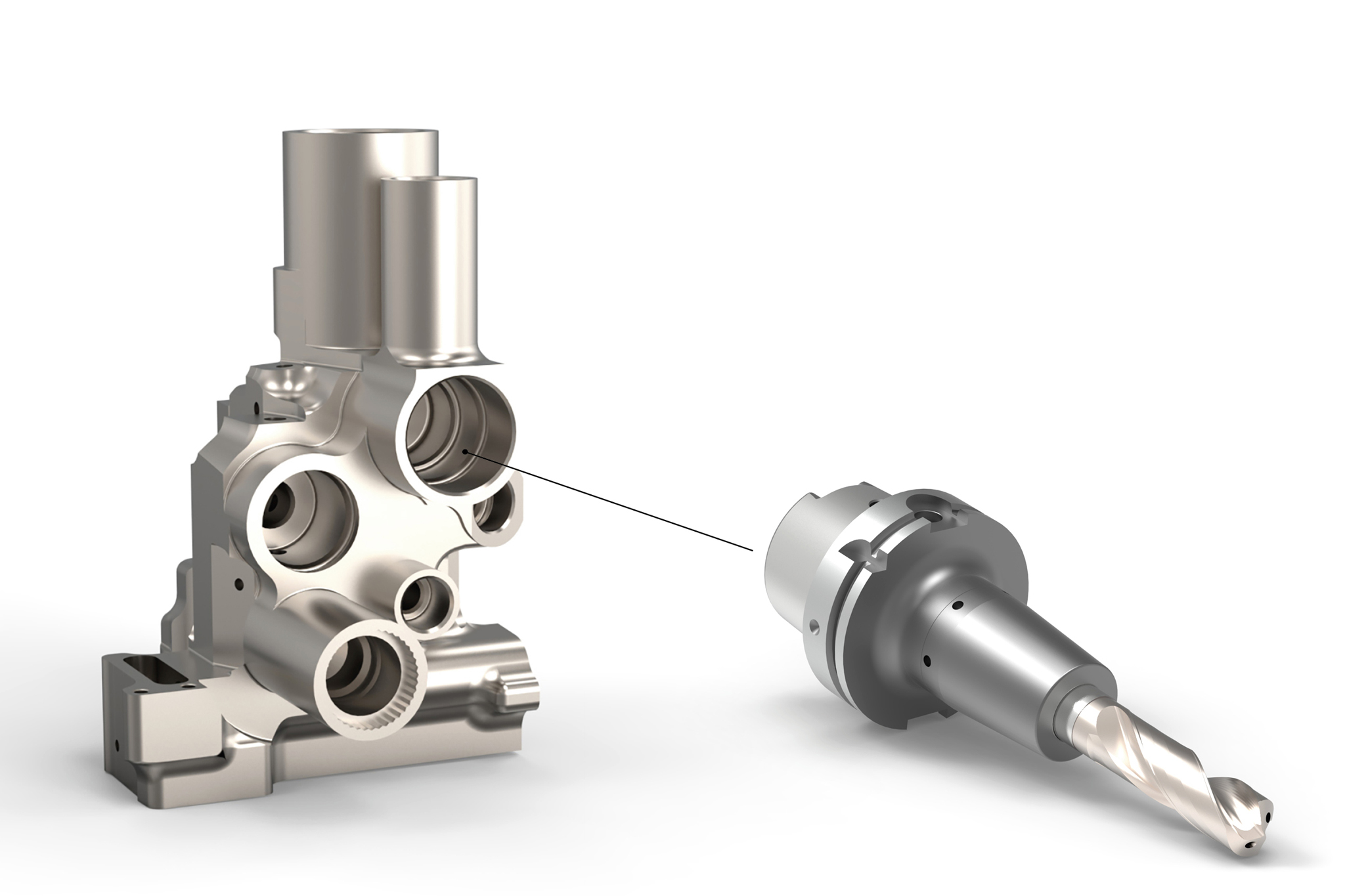
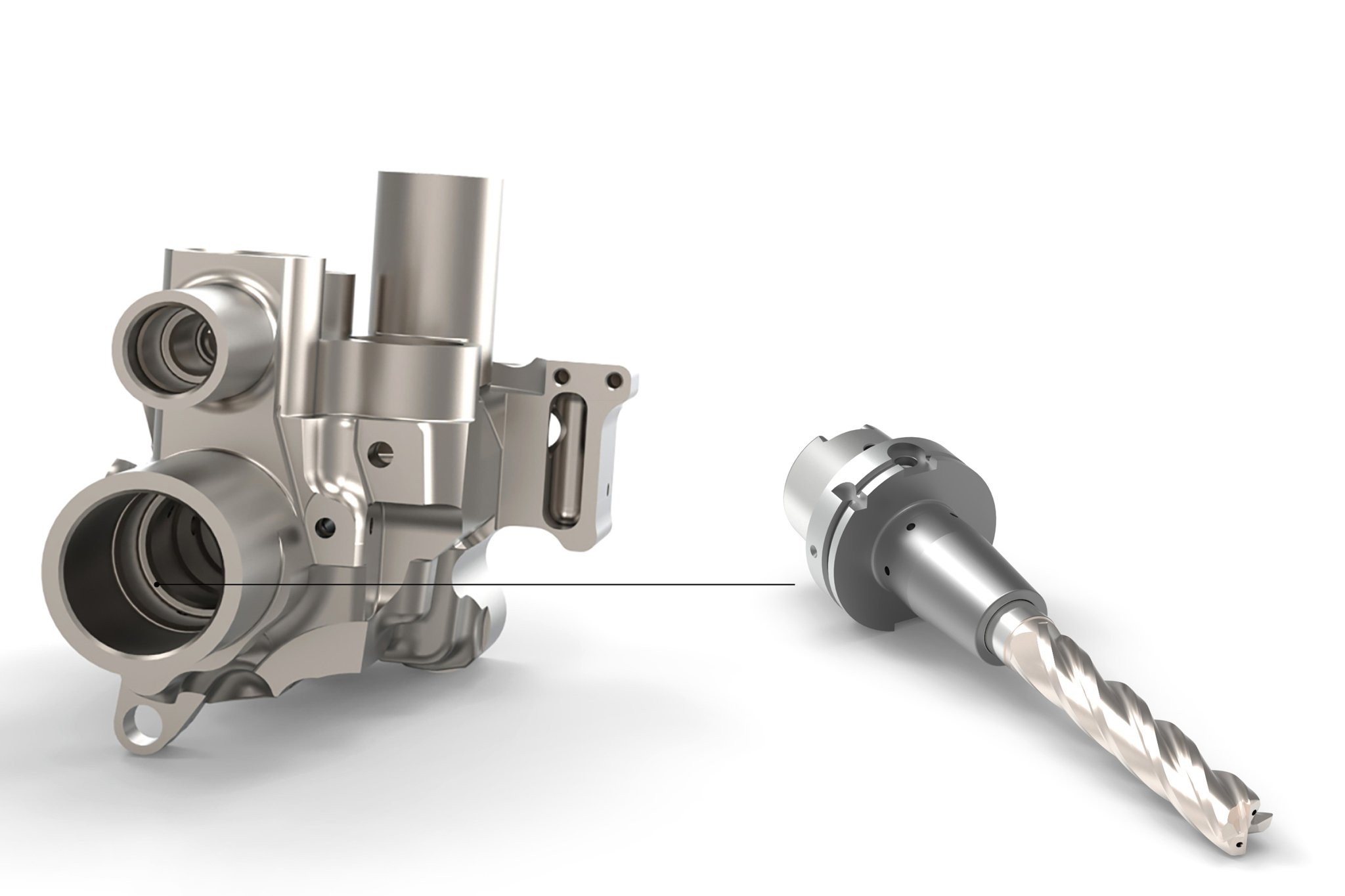
Machining example valve housing
1 / 7
Solid carbide drill
For difficult drilling applications
Innovative lead geometry for good chip removal and low cutting pressure
Significantly more performance, up to twice the feed rate compared to previous solutions
2 / 7
Boring tool with interchangeable blades
Three-stage boring tool for medium machining
No setting of cutting edges necessary
Economical tool concept for roughing bores
High machining rates possible
Indexable inserts with excellent thermal stability
3 / 7
Boring tool made of solid carbide with four edges
Long tool life thanks to special coating
Coating protects the cutting edges against high temperatures and excessive wear and tear
The internal coolant supply and chip channel geometries ensure efficient chip removal
4 / 7
HPR replaceable head reamer with six edges
Perfect concentricity of the bores
High feed rate possible and therefore less machining time
Adjustable adapter enables precise tool settings and eliminates spindle errors
Complete finishing in a single step
5 / 7
Solid carbide drill with three edges
Special triple-edge geometry
Perfect positioning of the drill
Highly suitable for inclined bore entrances or cross bores
6 / 7
Boring tool made of solid carbide with four edges
Special geometry
Stable machining
Optimal guide into the bore
Four cutting edges ensure the right geometry of the bore prior to finishing
7 / 7
HPR reamer with six edges
Can be repaired by desoldering/soldering the blades
Perfect roundness of the bore due to the matching multi-cutting edge geometry
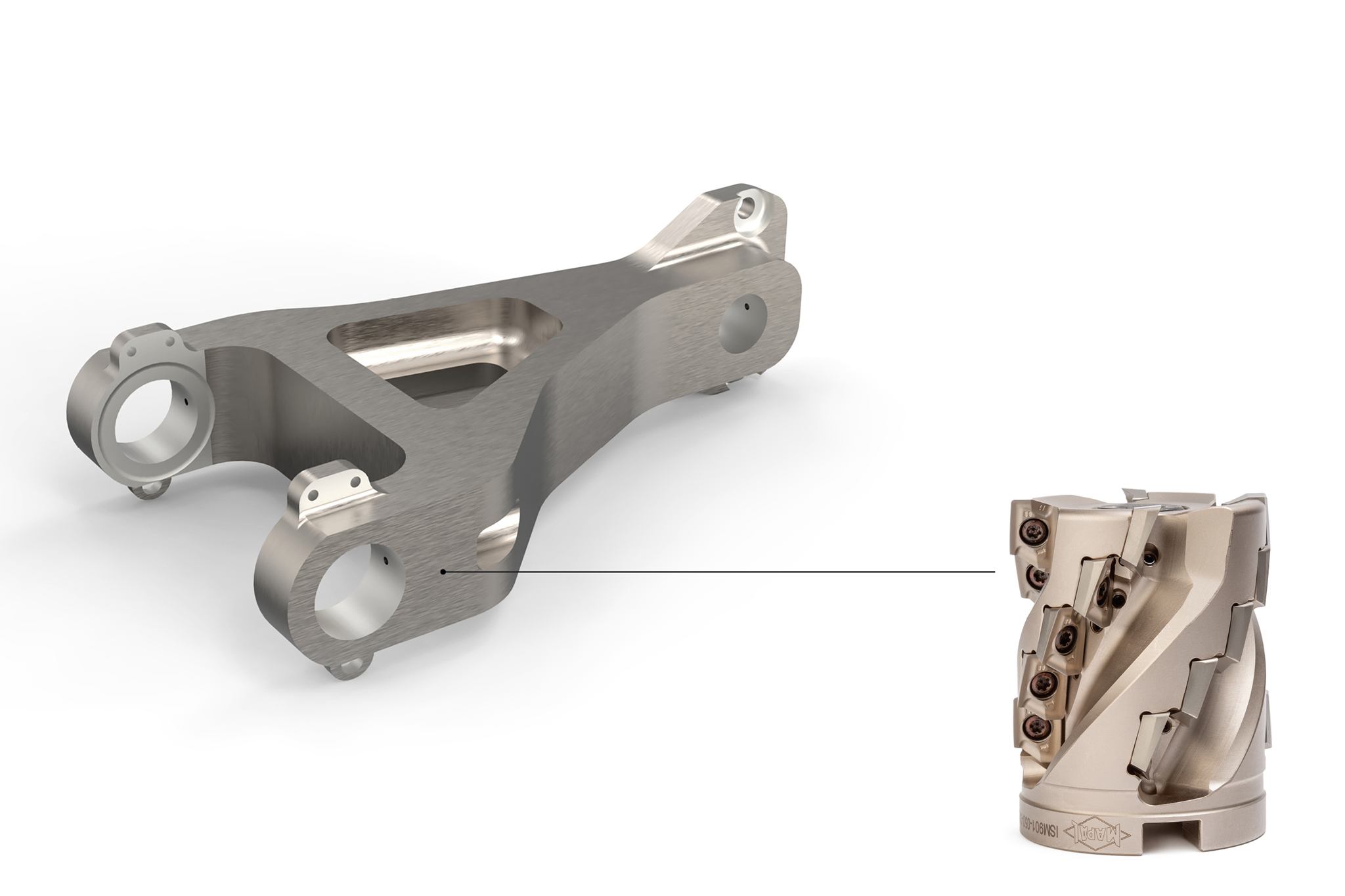
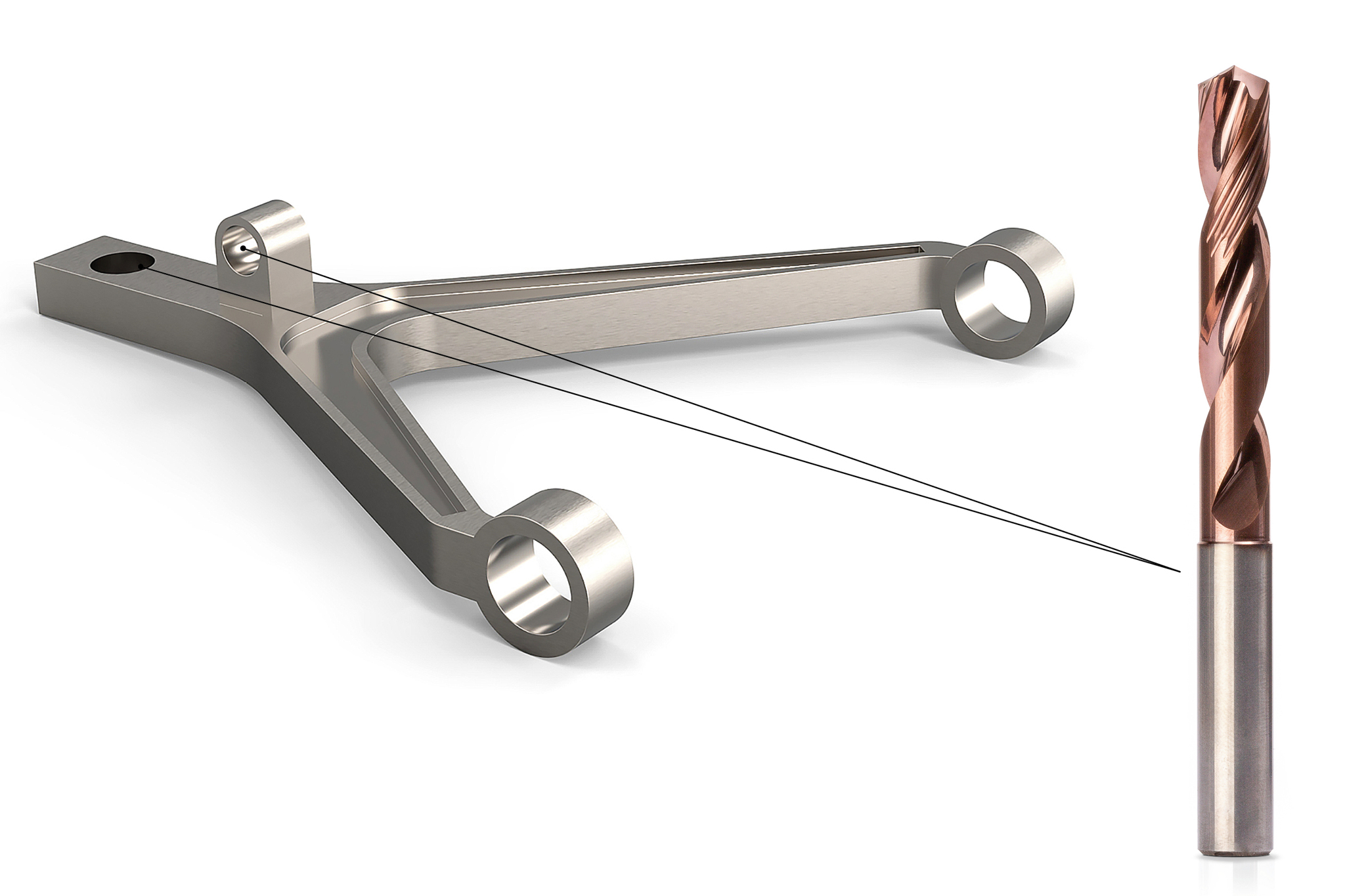
Lower weight means lower fuel consumption resulting in fewer emissions. Therefore, many different applications for titanium materials can be found in automotive engineering. Starting with engine components, through to transmission parts and suspension elements as well as exhausts. The automotive manufacturers’ objective is to make vehicles lighter and therefore more environmentally friendly.
Machining example control arm
1 / 4
MEGA-Speed-Drill-Titan
Incremento della durata dell’utensile del 30% rispetto alla soluzione precedente
Per applicazioni di foratura ad avanzamento e velocità di taglio elevati
Tempo di ciclo ridotto
2 / 4
OptiMill-Titan-HPC
Frese di sgrossatura a quattro taglienti
Scanalatura per trucioli levigata
Rivestimento ad alte prestazioni resistente al calore
Passo differenziato dei taglienti (taglio liscio)
3 / 4
Alesatore a testina intercambiabile HPR
Concentricità e precisione di cambio inferiore a 3 µm
Facile utilizzo
Massima precisione e produttività
Adduzione interna del refrigerante per il raffreddamento diretto dei taglienti
Elevata efficienza (testina intercambiabile)
4 / 4
NeoMill-Titan-2-Shell
Massimi tassi di asportazione truciolo
Asportazione dei trucioli ottimale
Elevata silenziosità del funzionamento
Concetto di raffreddamento variabile
Possibilità di utilizzare taglienti con diversi raggi d’angolo
In virtù della sua biocompatibilità, ovvero la resistenza in ambiente biologico (proprietà antiallergiche), la bassa conducibilità termica e il comportamento amagnetico, il titanio è un materiale pressoché perfetto per le esigenze della tecnologia medicale.
Esempio di applicazione: articolazione dell’anca
1 / 1
OptiMill-Tro-Titan
Rivestimento ad alte prestazioni resistente al calore
Scanalatura per trucioli con speciale design per asportazione ottimale
Dissipazione termica nella zona di taglio
Esempio di applicazione: placca ossea
1 / 2
OptiMill-Tro-Titan
Rivestimento ad alte prestazioni resistente al calore
Scanalatura per trucioli con speciale design per asportazione ottimale
Dissipazione termica nella zona di taglio
2 / 2
MEGA-Speed-Drill-Titan
Incremento della durata dell’utensile del 30% rispetto alla soluzione precedente
Per applicazioni di foratura ad avanzamento e velocità di taglio elevati