
Małe partie – redukcja częstotliwości wymiany narzędzi dzięki narzędziom kombinowanym
Obudowa zaworu EN-GJL-300 – otwór zaworu suwakowego
Sytuacja wyjściowa u klienta

- Małe partie
- Możliwość regulacji narzędzia
- Zbyt częste wymiany narzędzi
- Wysokie stawki godzinowe za pracę maszyn
- Wysokie nakłady związane z procesem honowania trzpieniowego
Cechy szczególne rozwiązania
otwór zaworu suwakowego
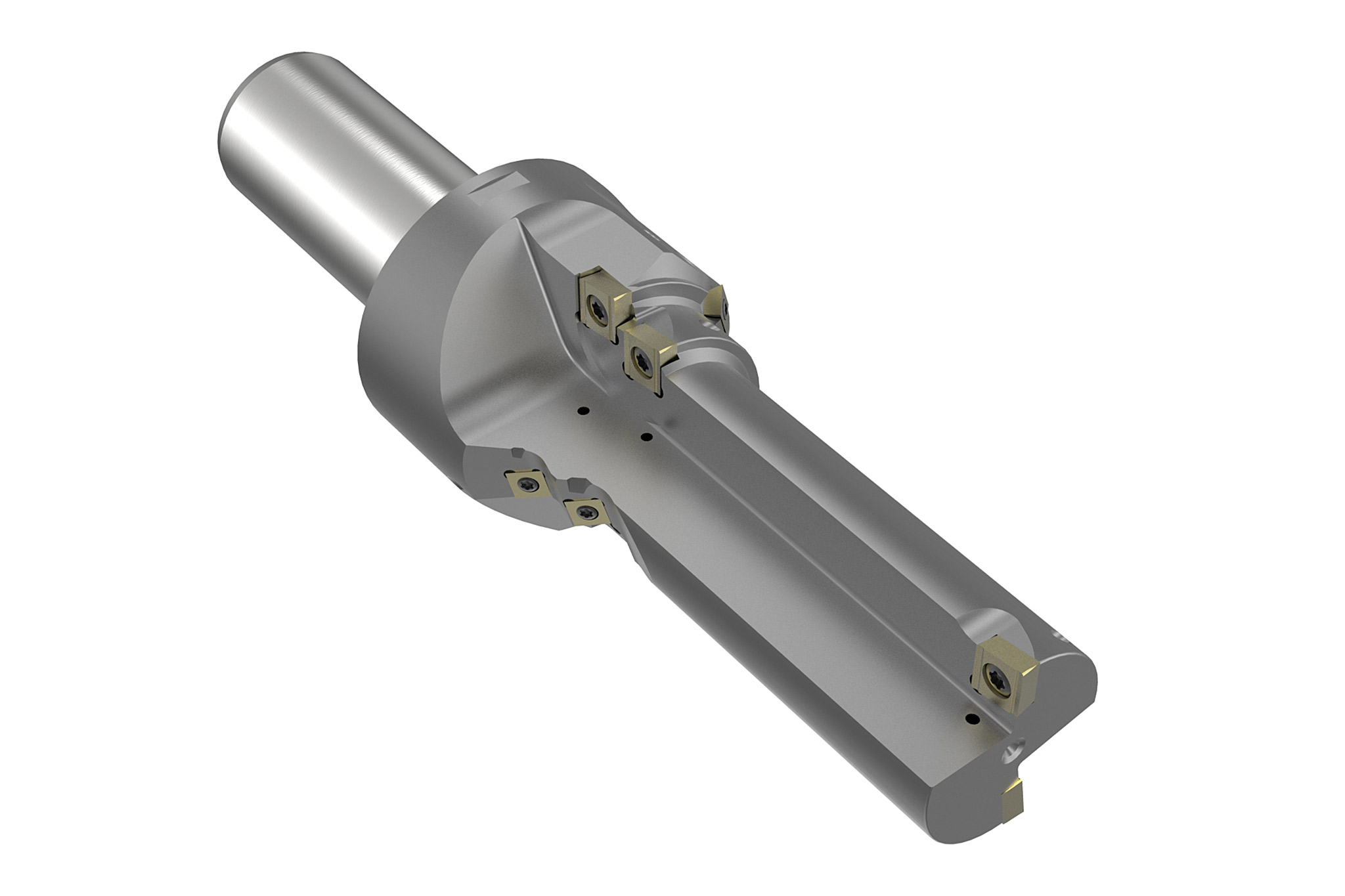
1. Pilotowanie i powiercanie
- Wielostopniowy pogłębiacz z płytkami skrawającymi promieniowymi i stycznymi
- Obróbka wstępna otworu zaworu suwakowego i wykończenie konturów w jednym przejściu

2. Obróbka krawędzi sterujących
- Narzędzie profilowe VHM
- Najwyższa dokładność i jakość powierzchni krawędzi sterujących
- Krawędzie sterujące zdefiniowane bez wyrw

3. Precyzyjne wiercenie
- Narzędzie do rozwiercania precyzyjnego z regulowanymi płytkami skrawającymi i listwami prowadzącymi
- Idealne do obróbki mostków w bardzo precyzyjnych i długich otworach
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h31/h1c/9043461046302/Grafiken_EN-14/Grafiken-EN-14.jpg)
Zalety
- Optymalnie dostosowany proces dzięki rozwiązaniu z wielostopniowym pogłębiaczem z płytkami skrawającymi, obróbką krawędzi sterujących i precyzyjnym wierceniem
- Najwyższa dokładność i bezpieczeństwo procesu
- Zmniejszony nakład pracy przy honowaniu i wynikające z tego oszczędności kosztów