
Obudowy siłowników
Rozwiązania aplikacyjne dzięki technologii regulacji
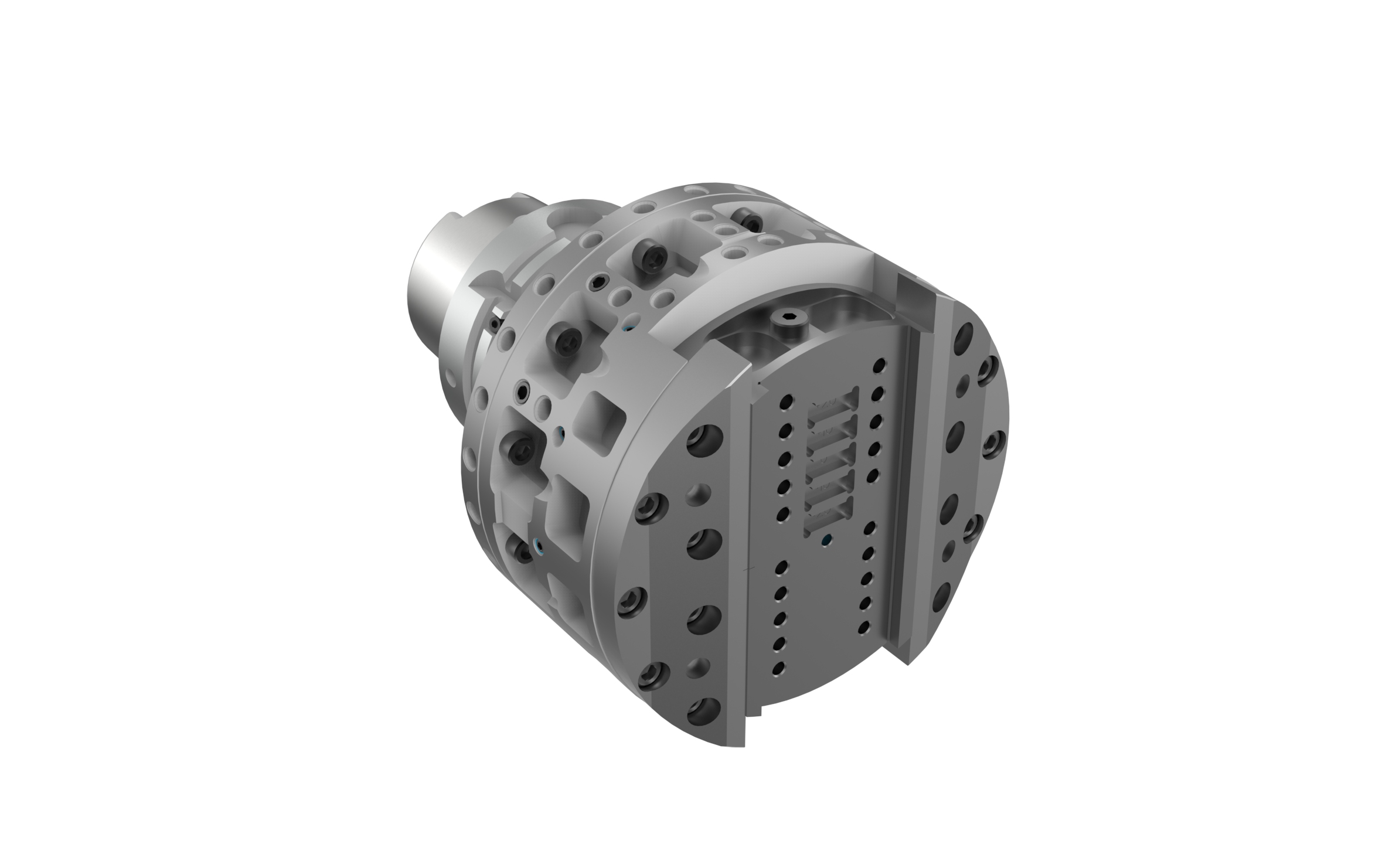
Obudowa siłownika z AlSi10
Sytuacja wyjściowa u klienta

- Wymagania dotyczące kompleksowej obróbki konturu za pomocą tylko jednego systemu narzędziowego: obróbka płaska, fazowana i średnicowa oraz obróbka stożkowa 1:50 (1,1146°)
- Wysokie wymagania dotyczące kształtu i położenia oraz tolerancji IT8
Cechy szczególne rozwiązania
- Obróbkę wewnętrzną i zewnętrzną można realizować w sposób niezawodny z optymalną współosiowością
- Możliwość automatycznej wymiany narzędzi
- Regulacja narzędzi bez wpływu na czas główny dzięki narzędziom siostrzanym
- Możliwość wstępnego ustawienia na urządzeniu nastawczym dzięki elastycznemu procesowi
- Możliwość zastosowania standardowych narzędzi (np. wierteł lub frezów) w tym samym wrzecionie
- Technologia płytek wieloostrzowych zapewniająca niskie koszty materiałów skrawających
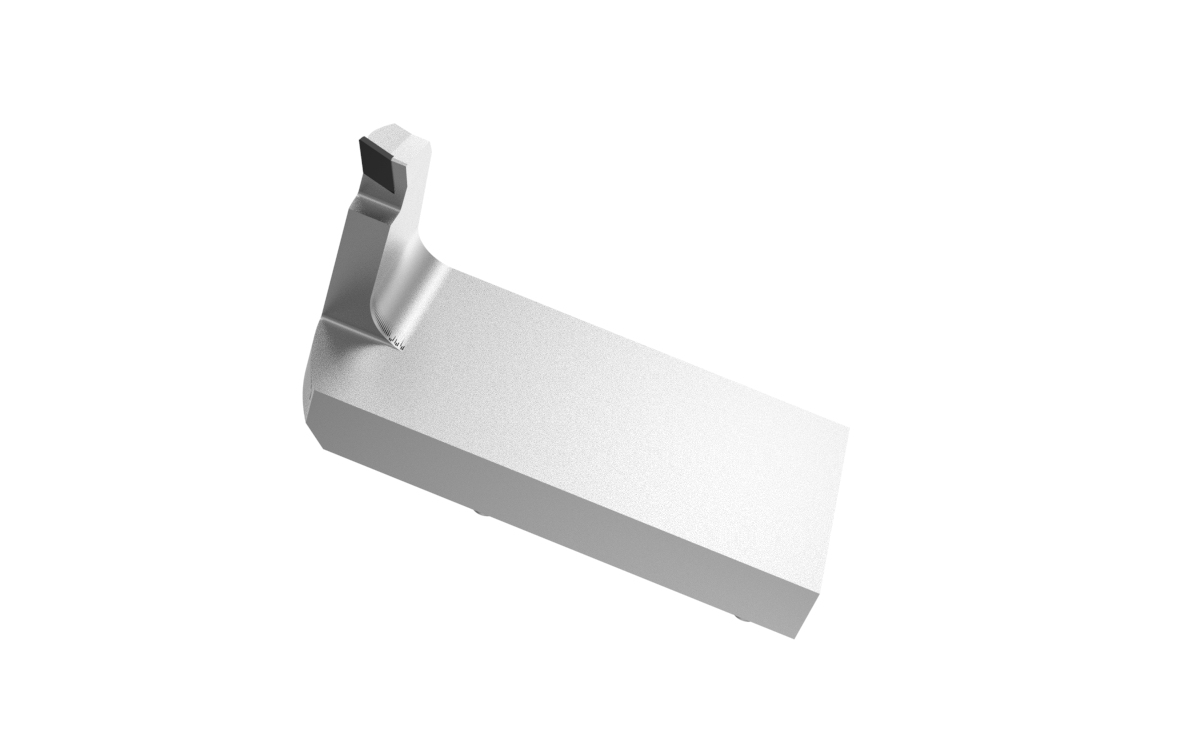
Najlepsze narzędzia
- HSK-A100 z osią U (oś obrotowa)
- Obróbka wewnętrzna i zewnętrzna za pomocą narzędzia nasadowego
- Skok płaski 56 mm
- Zakres średnic do obróbki 112 mm
- Narzędzie nasadowe z możliwością przesuwania w pięciu stopniach dla maksymalnego zakresu średnic
- Optymalne zasilanie chłodziwem dzięki wewnętrznemu doprowadzeniu chłodziwa bezpośrednio do ostrzy

.pptx - PowerPoint/2023-11-29-14-00-36-Aussteuern-Kundenpr-sentation-EN-1-.pptx-PowerPoint.jpg)
Zalety
- Złożone kontury i wymagana dokładność możliwe do osiągnięcia przy użyciu tylko jednego systemu narzędziowego
- Niskie koszty materiałów skrawających w procesie seryjnym, ponieważ do wszystkich wariantów potrzebne są tylko dwa typy narzędzi
- Maksymalne bezpieczeństwo procesu przy dużej zmienności, ponieważ kontury i kształt stożka 1:50 (1,146°) mogą być dowolnie programowane i korygowane
- Partnerstwo technologiczne z MAPAL umożliwia połączenie wszystkich etapów obróbki