
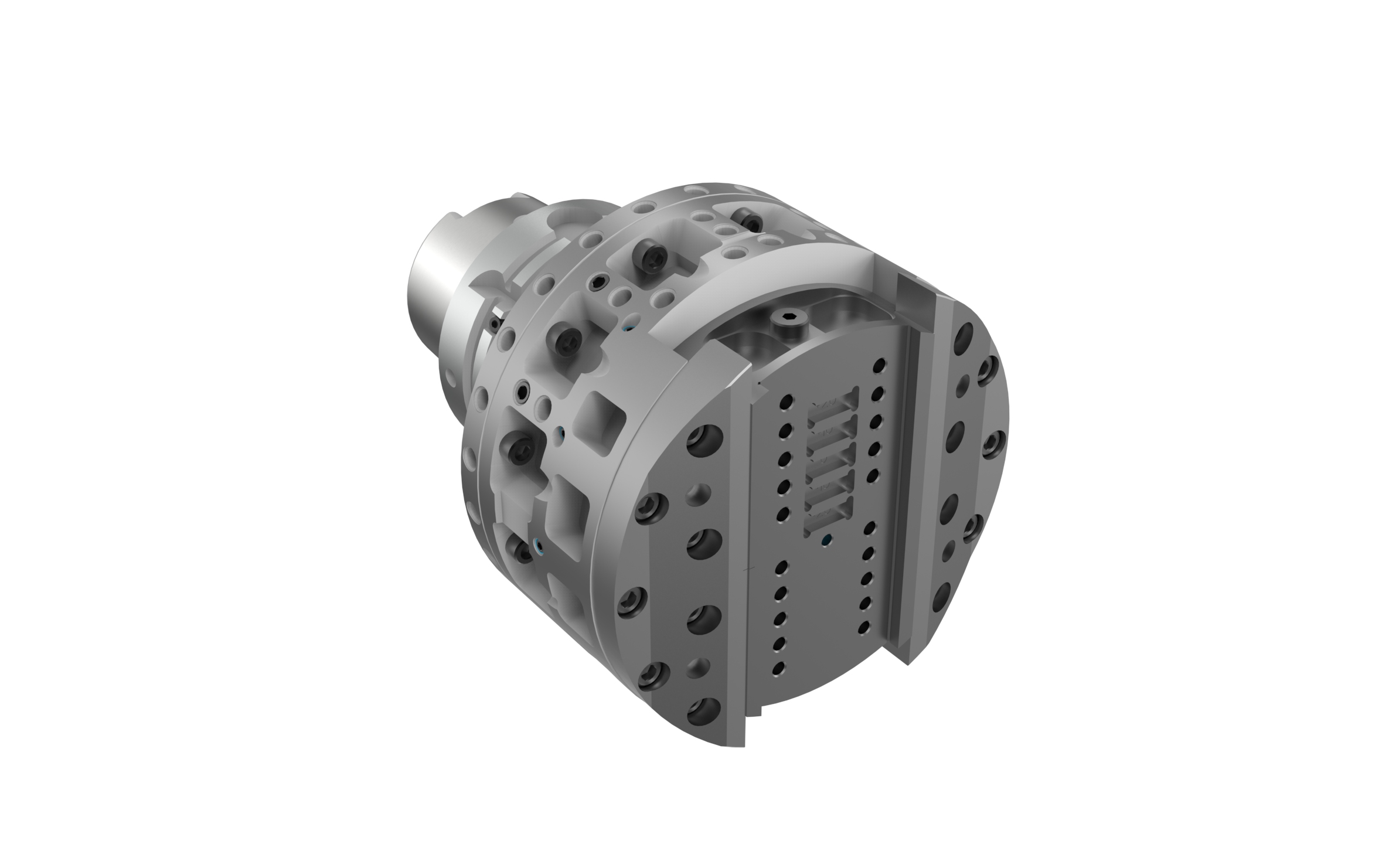
遮断弁ハウジング
EN-GJL-250製遮断弁ハウジング
お客様の初期の加工状況
/Absperrventil.607-2-.jpg)
- 多種多様な部品(DN 65 - DN 300)
- マシニングセンターでのフレキシブルな加工が必要
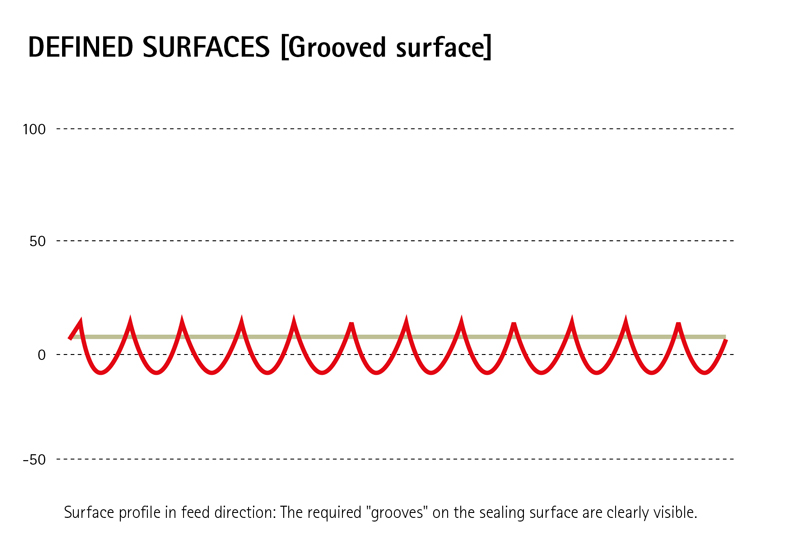
- 設定された表面仕様を製作することで能力が試される部品加工
ソリューションの特徴
- 高い送り速度を実現、設定された凸凹段差Ra12.5では最小送り速度fz=0.8mmが必要
- 大きな半径方向ストロークとモジュール式ツールインターフェースにより、製造部品間で少数の工具を使用可能
- 自動工具交換
- 姉妹工具を使用することで、加工時間の短縮が可能
- 柔軟なプロセスにより、セッティングフィクスチャーでのプリセットが可能
- インサートテクノロジーによる工具材料費の低減
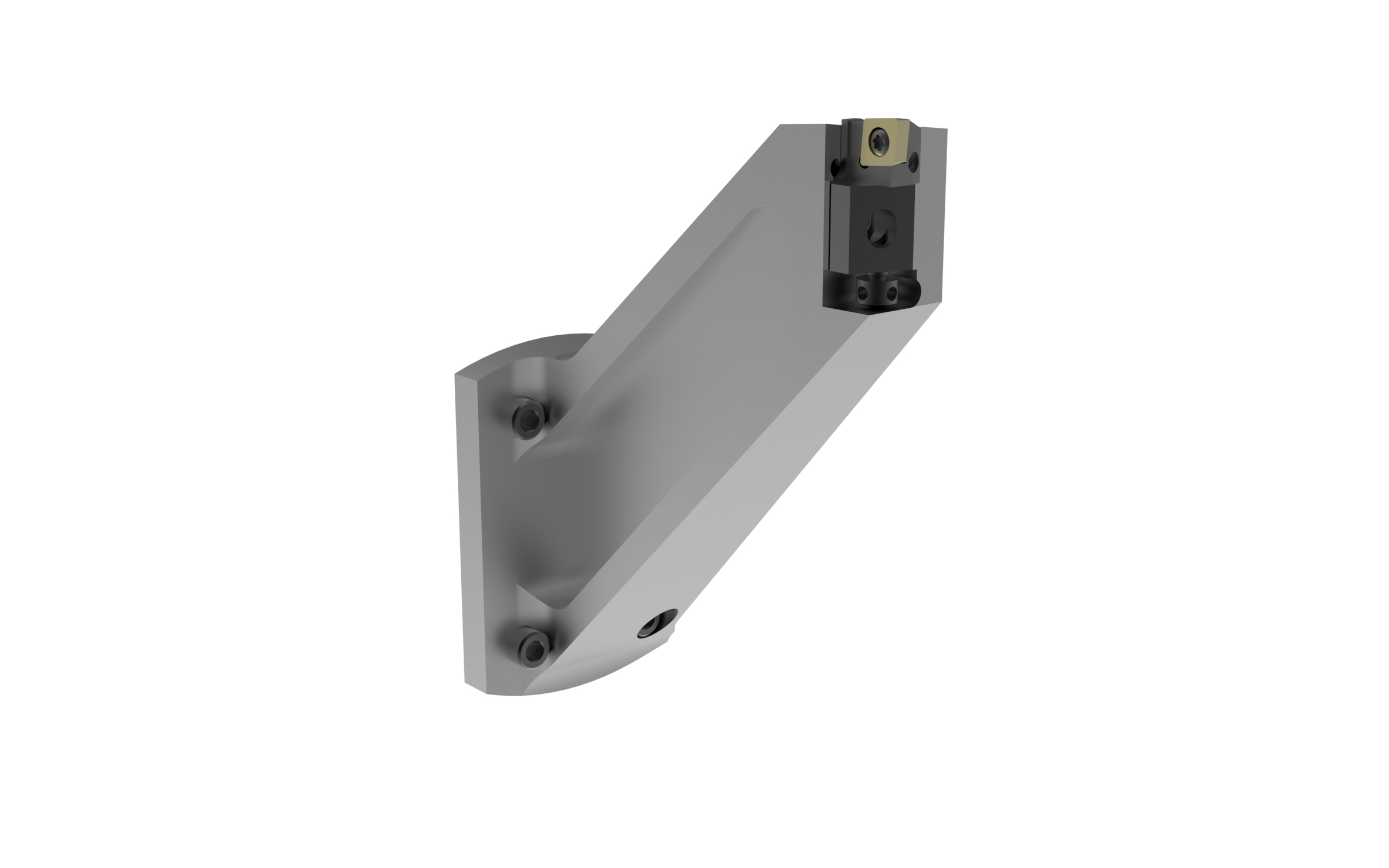
ツールハイライト
- 自動工具交換でフレキシブルな工具使用が可能
- セットアップツールは5段階にオフセットでき、大きな径範囲に対応
- 最適なクーラントをセットアップツールから直接刃先に集中供給

利点
- 1つのツールシステムで幅広い部品をカバー可能
- フランジ面とシートリングの加工をワンチャックで実現可能
- 再クランプ誤差がなく、生産性を最大化
- 制御技術により、バリのない輪郭移行と短いサイクルタイム、設定された表面仕様の生産が可能
- 工具磨耗による公差や品質の柔軟な修正が可能