
28.09.2022
Adapted hydraulic chuck as a problem solver
Simple, fast, safe and reliable – how the Swiss lathe manufacturer TORNOS is optimising the application performance of its multi-spindle lathe with the help of MAPAL hydraulic chucks.

If sophisticated precision turned parts are to be fully machined in a process reliable manner, the basic components lathe, tools, tool clamping as well as the workpiece feed and clamping have to work in perfect unison. Nobody is more aware of this than the well-established Swiss company TORNOS SA in Moutier, which has dedicated itself to the development, manufacturing and servicing of automated lathes and later CNC lathes since its foundation in 1914. The current product range testifies to the innovative strength and performance of TORNOS’s 600 employees worldwide, of which 330 work at the parent plant in Moutier: The bar turning machine CT 20, the Swiss-type automatic lathes Swiss DT and Swiss GT, the highly productive Swiss-type automatic lathe EvoDECO, the multi-spindle lathe MultiSwiss, and the SwissNano specialist machines for micro and nano precision parts. On thousands of lathes, delivered around the world and used every day in industry, manufacturers and suppliers produce precision parts of the highest quality for medical technology, clock, micromechanic, electronic and automotive devices as well as assemblies and mechanical components. On the single- and multi-spindle lathes, precision parts of every conceivable degree of complexity can be machined from bars with a diameter of 4 to 32 mm. The multi-spindle lathes have up to eight spindles, nine CNC axles and 31 tools. Due to increasing component complexity in particular, caused by the integration of more and more functions and the simultaneous miniaturisation of workpieces, machine tool manufacturers frequently face big challenges, which they respond to by consulting outside specialists.
When everyone pulls together
The successful collaboration between TORNOS SA and MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG provides a very good example of an interdisciplinary cooperation between a machine manufacturer and a partner for original equipment with and continuous delivery of tooling solutions – here tool clamping technology in particular. When the standard tool clamping system used in the multi-spindle lathe MultiSwiss had problems extending hydraulic chucks for machining purposes, the construction and application engineers sought advice from the tool and clamping technology specialists at MAPAL. Andreas Mollet, MAPAL Regional Sales Manager Switzerland, describes the situation: “As a supplier of both tool and clamping technology, we can provide comprehensive solutions as a partner in this area. Our Centre of Competence for Clamping Technology in Ehrenfriedersdorf, Germany, is able to supply both standard and custom solutions. In this case, extending the standard hydraulic chuck system in use did not turn out to be practical because of the basic setting and positioning of the hydraulic chuck in the machine, among other things. This led to time-consuming retrofitting. Inaccuracies when changing positions also affected the reproducibility of machining precision.”
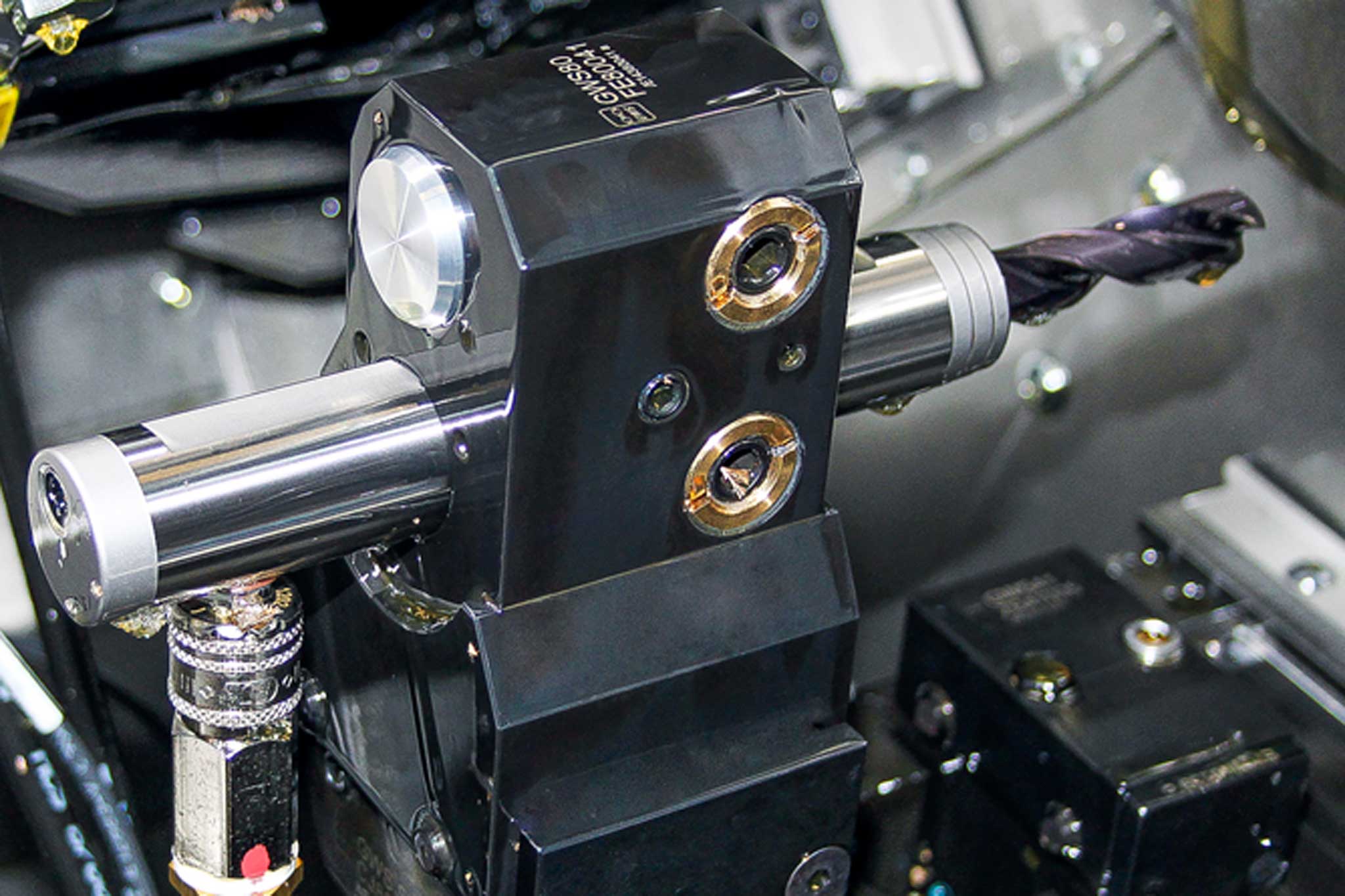
The solution: A special hydraulic chuck

After the HydroChuck hydraulic clamping technology product range was presented, which also includes hydraulic extensions, intense discussions took place to achieve an optimal solution. Due to other requirements regarding handling, setup, positioning, changeover accuracy, limited space in the working area, accessibility and more, the decision was made not to opt for a standard hydraulic extension but to develop a completely new hydraulic chuck. The extensions are designed to clamp tools with smooth cylindrical shanks – directly and without a reducing sleeve – in the clamping diameter and can be positioned freely on the machine side. This makes axial tool extension possible. It has an outer diameter of 25 mm and a clamping diameter of 12 mm, whereby this can be decreased to 2 mm with a reducing sleeve. This proved to be an ideal solution to the problem. Once position fixation in the connection of the machine is complete, the hydraulic chuck provides an exact reference point for all six to eight spindles of a MultiSwiss multi-spindle lathe.

This was not the only thing that impressed Michel Rion, Process Engineer at TORNOS SA: “With the custom hydraulic chuck from MAPAL, we now have an optimal solution that meets our requirements in every respect. The extended hydraulic chucks are very easy to handle, setup and positioning is much quicker than before, accuracy is ensured after a change, and we have observed even higher and more reproducible machining precision. Also worth mentioning is that by relocating the connections from the side to the back, very good accessibility is available for all unproductive set-up tasks despite the extremely limited space in the working area, which increases machine availability even more.” With this successful deployment of custom hydraulic clamping technology, MAPAL has once again proved itself capable of initially equipping a machine – a lathe this time. Naturally, lathe that are already in use can also be retrofitted.
Guest author
Edgar Grundler
magazine „Schweizer Maschinenbau“
Publica-Press Heiden


