
Tamaños de lotes reducidos: reducción en los cambios de herramientas gracias a las herramientas combinadas
Carcasa de la válvula EN-GJL-300 – Perforación de corredera
Situación inicial del cliente

- Lotes pequeños
- Posibilidad de ajuste de la herramienta disponible
- Demasiados/frecuentes cambios de herramientas
- Altas tarifas por hora de las máquinas
- Alto esfuerzo debido al bruñido de espinas
Particularidades de esta solución
- Cambio de herramienta reducido gracias a la herramienta de barrenado de varias etapas con insertos de corte
- El contorno puede completarse en una sola "toma"
- La herramienta de taladrado con precisión produce la máxima calidad de perforación y compensa el desplazamiento del eje de las perforaciones mediante el mecanizado previo de dos lados
Perforación
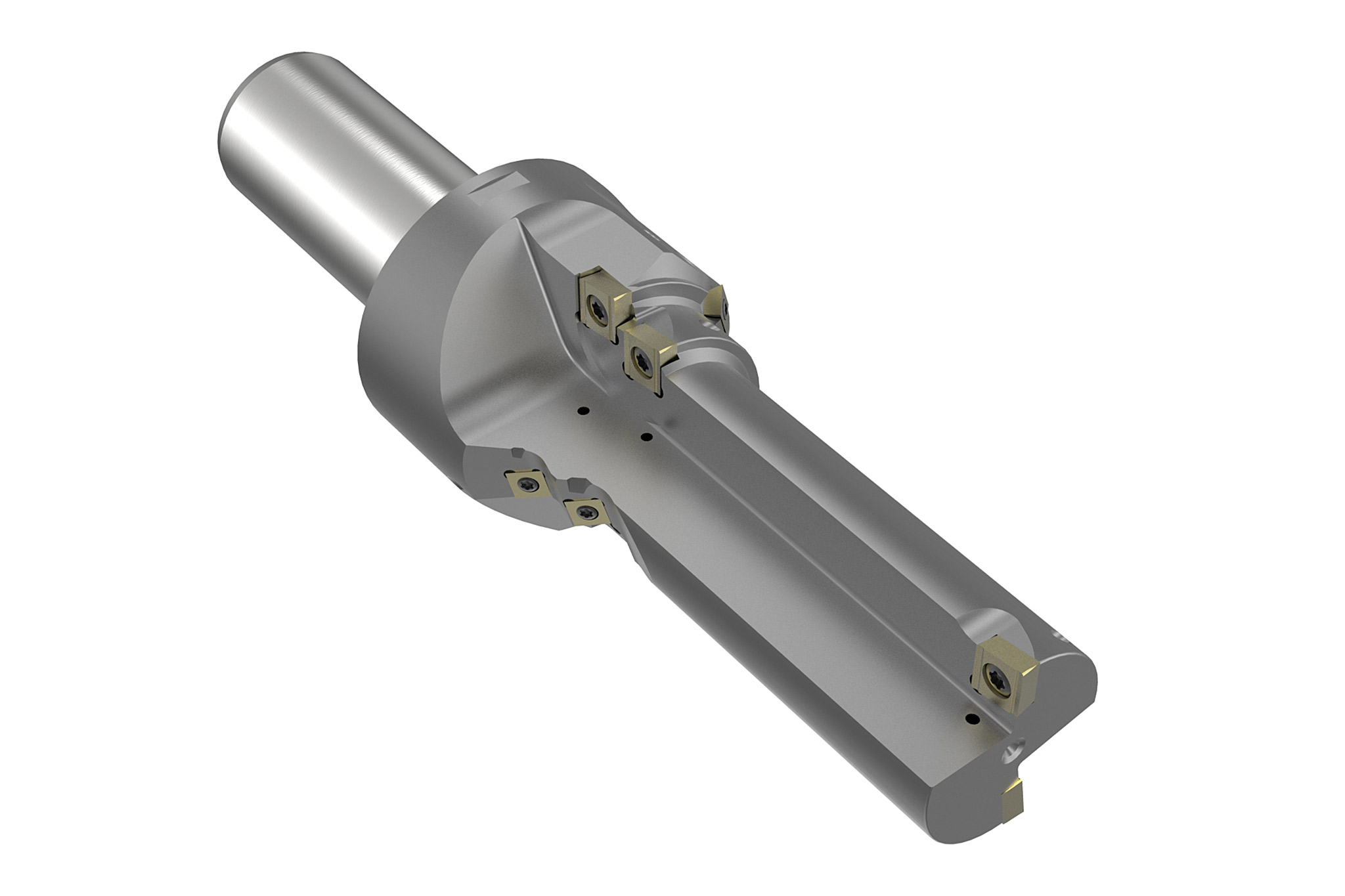
1. Pilotaje y taladrado
- Herramienta de barrenado de varios niveles con insertos de corte intercambiables radiales y tangenciales
- Premecanizado de la perforación y acabado de los contornos en una sola toma

2. Mecanizado de bordes de control
- Herramienta de perfil en metal duro
- Precisión y calidad de superficie máxima de los bordes de control
- Bordes de control definidos sin astillas

3. Taladrado de precisión
- Herramienta de taladro con plaquitas reversibles y guías de apoyo
- Ideal para el mecanizado de perforaciones muy precisas y largas
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h31/h1c/9043461046302/Grafiken_EN-14/Grafiken-EN-14.jpg)
Ventajas
- Proceso óptimamente coordinado gracias a la solución con la herramienta de barrenado de varias etapas con insertos de corte, el mecanizado de bordes de control y el taladrado de precisión
- Máxima precisión y seguridad en el proceso
- Reducción del esfuerzo de bruñido y el ahorro de costos consecuente