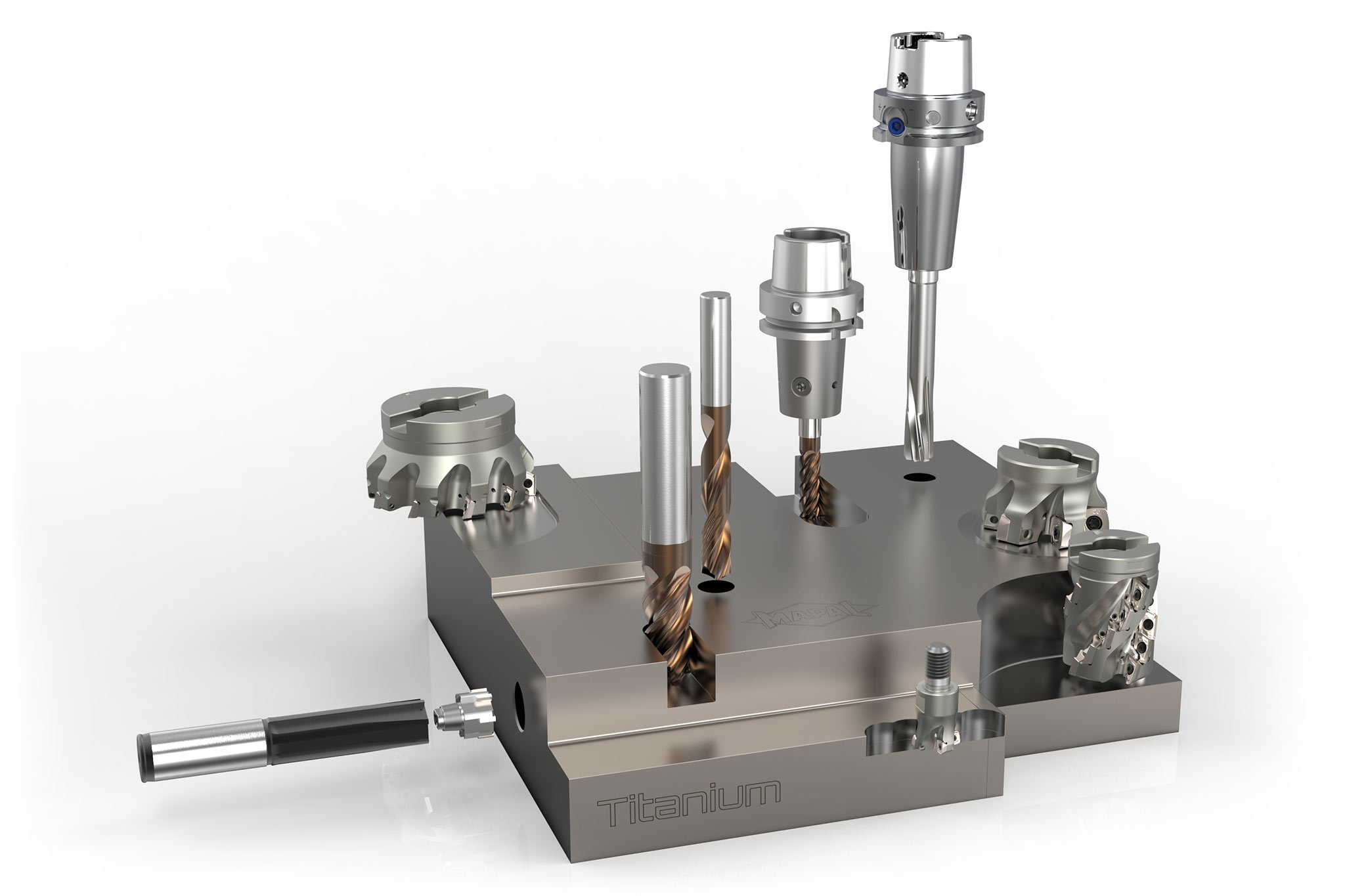
Los materiales de alta resistencia y al mismo tiempo ligeros son de una importancia central en la industria de la aviación. Con novedosas combinaciones de materiales se puede seguir reduciendo el peso, al mismo tiempo que se aumenta la rigidez y la resistencia a la corrosión, así como lograr una simplificación del montaje mediante una construcción integradora. Mientras que los componentes estructurales de aluminio, titanio o aceros de alta resistencia se mecanizan en centros de mecanizado o máquinas de portal, en el montaje final el mecanizado se realiza con máquinas manuales, unidades de avance de taladrado o robots.
Programa de herramientas para el mecanizado de titanio
Fresado con insertos de corte fijos
OptiMill-Titan-HPC
Fresas de corte en esquina
Fresa de corte en esquina con cuatro filos para desbaste y acabado de titanio
La preparación especial del filo de corte crea superficies óptimas
Máxima estabilidad de la herramienta mediante un máximo diámetro del núcleo y un aumento del núcleo hacia el mango
Disponible con distintos radios en los filos
Rango de ø: 6.00 - 25.00 mm
OptiMill-Tro-Titan
Trochoidfräser
Fünfschneidiger Trochoidfräser
Maximales Zeitspanvolumen bei gleichzeitig hoher Oberflächengüte
Optimierte Ungleichteilung
Feingewuchteter Schneidteil für eine Schonung der Maschinenspindel und längere Standzeiten
Schnitttiefen bis zu 3xD
ø-Bereich: 6,00 - 25,00 mm
Fräsen mit auswechselbaren Schneiden
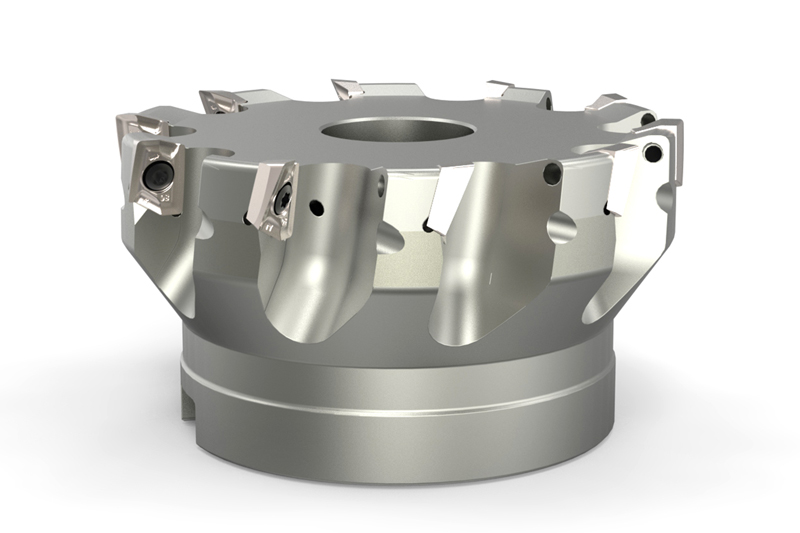
NeoMill-Titan-2-Corner
Eckfräser
Eckfräser mit zweischneidigen Radial-Wendeschneidplatten
Positive Grundform für schwingungsanfällige Bauteile
Schnitttiefen von bis zu 10 mm
ø-Bereich: 40,00 - 100,00 mm
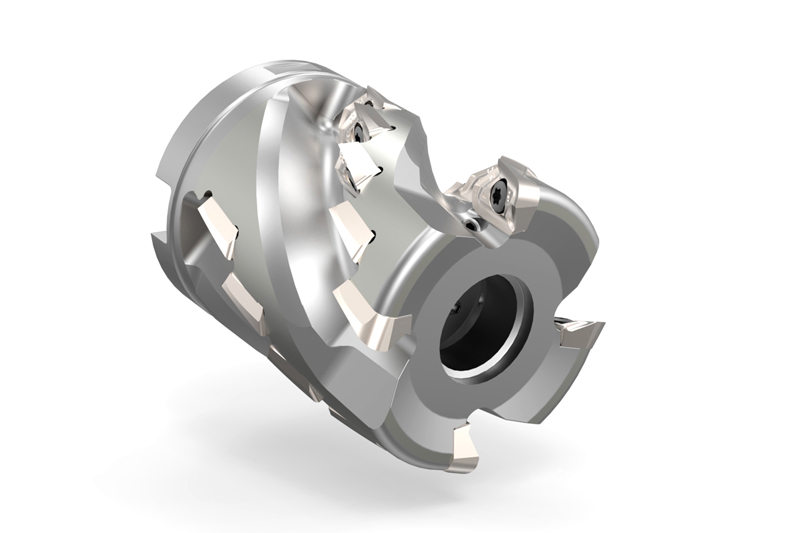
NeoMill-Titan-2-Shell
Walzenstirnfräser
Walzenstirnfräser mit zweischneidigen Radial-Wendeschneidplatten
Ideal für tiefes Eckfräsen und zum Besäumen mit hohen Schnitttiefen von bis zu 57 mm
ø-Bereich: 32,00 - 80,00 mm
NeoMill-2/4-HiFeed90
Hochvorschub-/90°-Eckfräser
Universelles Werkzeugsystem für höchste Produktivität
ø-Bereich: 16,00 - 200,00 mm
Vollbohren
MEGA-Speed-Drill-Titan
Vollhartmetallbohrer
Zweischneidiger Hochgeschwindigkeitsbohrer
Vier Führungsfasen für exakte Oberflächengenauigkeit und Zylindrizität (Toleranzklasse IT9, IT8 erreichbar)
Konvexe Schneidkante mit Eckenfase für höchste Stabilität
Neuartiges Kordelprofil zum Schutz der Führungsfasen
Maximale Hitze- und Verschleißbeständigkeit
ø-Bereich: 3,00 - 20,00 mm
Reiben und Feinbohren
FixReam-FXR
Hochleistungsreibahle mit Zylinderschaft
Hochleistungsreibahle aus Vollhartmetall
Gerade genutet für Durchgangsbohrung und Grundbohrung
Linksschräg genutet für Durchgangsbohrung
Ideal zur Realisierung kurzer Taktzeiten
Unterschiedliche Schneidstoffe und Beschichtungen verfügbar
ø-Bereich: 2,80 – 20,20 mm
Wechselkopfreibahle HPR
Wechselkopfreibahle mit HFS-Trennstelle
Hochgenaues Wechselkopfsystem in fester Ausführung mit gelöteten Schneiden
Exakte Rundlauf- und Wechselgenauigkeit von < 3 μm
Höchstmaß an Wirtschaftlichkeit durch modulares System
Für Minimalmengenschmierung (MMS) geeignet
ø-Bereich: 7,00 - 65,00 mm
Aufbohren
Aufbohren in Titan
Aufbohrwerkzeuge mit Tangentialtechnologie
Bauteilspezifische Sonderwerkzeuge für höchste Produktivität, wirtschaftliche Prozesse und stabile Bearbeitungskonzepte
Tangential-Wendeschneidplatten CTHQ und FTHQ
Beste Bearbeitungsergebnisse bei Längen-/Durchmesser-Verhältnis >3,5xD durch Bogenschliff
Die hohen Anforderungen in der Luft- und Raumfahrt an die Festigkeit und Korrosionsbeständigkeit in Relation zum spezifischen Gewicht prädestinieren Titan und Titanlegierungen als Werkstoffe der Wahl. Resultierend hieraus sind die Einsatzgebiete weit gefächert und reichen von kleineren mechanisch bearbeiteten Strukturbauteilen bis hin zu tragenden Teilen in Rumpf oder Schaufeln in den Triebwerken.
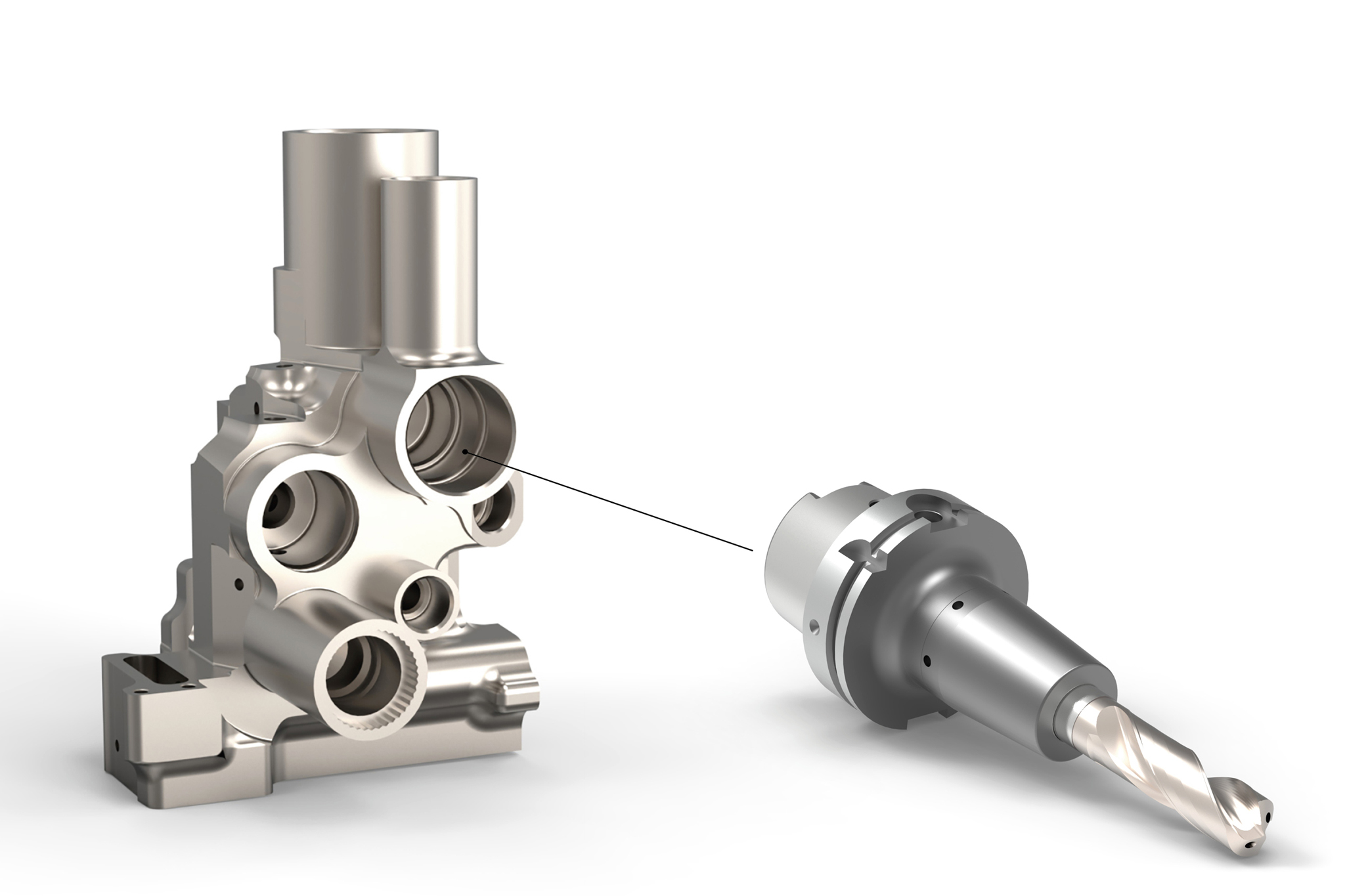
Bearbeitungsbeispiel Torsionsgelenk
1 / 5
Feinbohrwerkzeug
Sehr genaue Einstellung der Schneide
Perfekte Koaxialität der Bohrungen
Sehr gute Oberflächenrauhigkeit
Perfekte Bohrungsgeometrie
Sehr stabile Bearbeitung durch Führungsleisten
Hohe Wiederholgenauigkeit und einfache Werkzeugeinstellung
2 / 5
NeoMill-Titan-2-Shell
Maximale Zerspanungsraten
Optimale Spanabfuhr
Hohe Laufruhe
Variables Kühlkonzept
Schneiden mit verschiedenen Eckenradien einsetzbar
Verschiedene Schneidstoffe erhältlich
3 / 5
MEGA-Speed-Drill-Titan
140° Spitzenwinkel
Vermeidung von Anhaftungen durch extrem glatte Beschichtung
4 Führungsfasen (beste Rundheitswerte)
Konvexe Schneide
Innere Kühlmittelzufuhr
Neu gestaltete Spannut (optimale Spanabfuhr)
Effizienter Kühlmittelfluss (Vermeidung von Reibung und Hitze an der Schneide)
4 / 5
OptiMill-Titan-HPC
Spezielle Kantenpräparation (stabile Schneide)
Unterschiedliche Steigung der Spirale (stabiler Schnitt, ruhiger Lauf)
Steigender Kern (mehr Stabilität)
5 / 5
FixReam
Ausführung aus Vollhartmetall oder gelötet
Bohrungsqualität: H7
DLC-Beschichtung für beste Leistung
Durchmesser konfigurierbar (Speedline)
Ausführung für Durchgangs- oder Grundbohrungen
Geeignet für Minimalmengenschmierung (MMS)
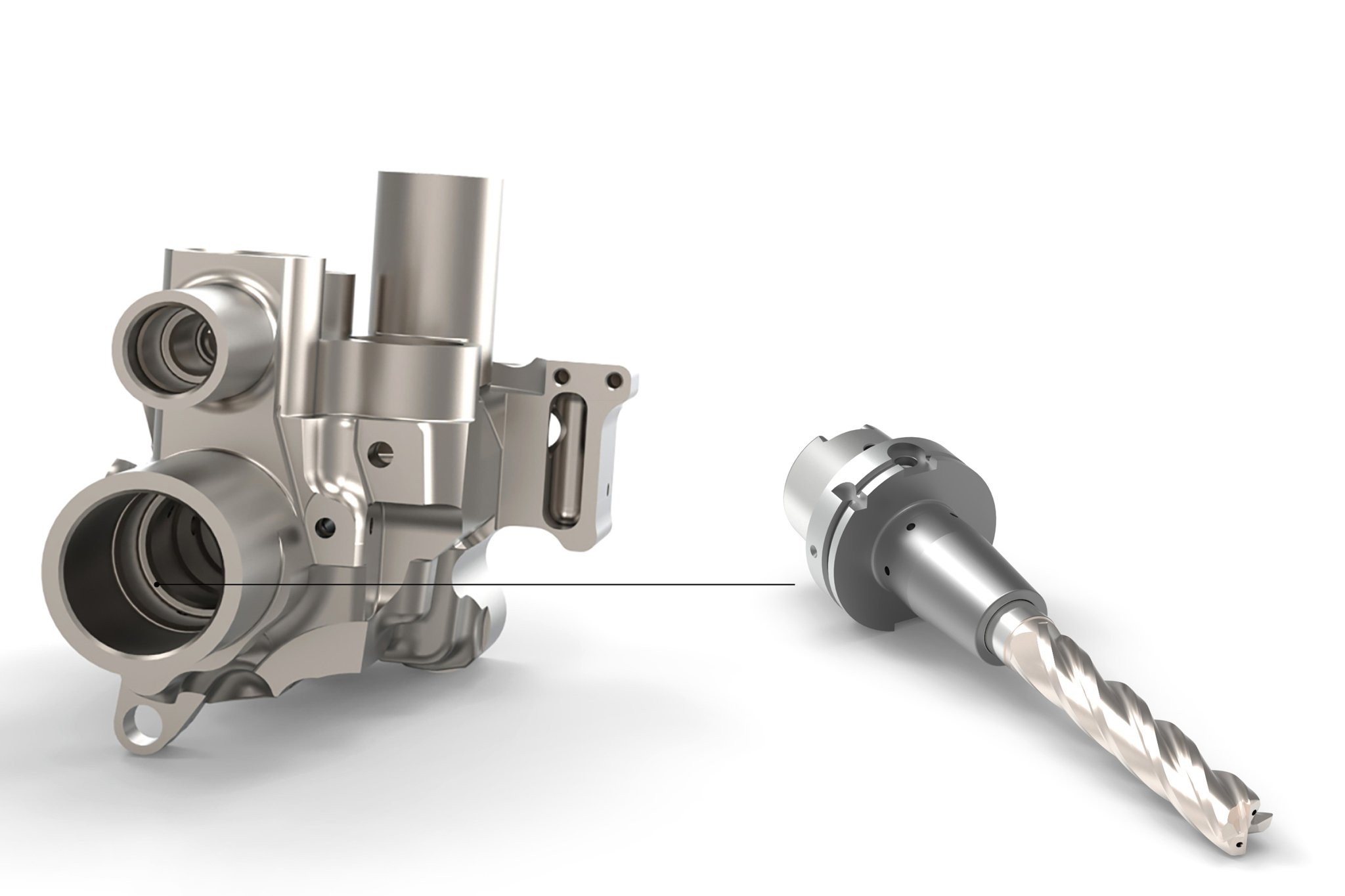
Bearbeitungsbeispiel Hingeline
1 / 6
Entgratwerkzeug aus Vollhartmetall
Mit diesem Sonderwerkzeug mit spezieller Kugelform werden die Bohrungseintritte und -austritte der Hauptbohrung sowie die Befestigungsbohrungen durch Zirkularfräsen entgratet.
2 / 6
NeoMill-Titan-2-Corner
Hohe Zerspanungsraten
Hohe Laufruhe
Schneiden mit verschiedenen Eckenradien einsetzbar
Verschiedene Schneidstoffe erhältlich
3 / 6
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe
Geringe Zykluszeit
4 / 6
Wechselkopfbohrer TTD, Sonderbohrer, Bohrstange
Wechselkopfbohrer TTD zum Pilotieren der ersten Lasche
Sonderbohrer mit zusätzlichem Führungselement am Hals zur mittleren Bearbeitung der Laschen von beiden Seiten
Lagergeführte Bohrstange zur exakten Schlichtbearbeitung der Hauptbohrung von einer Seite
5 / 6
OptiMill-Titan-HPC
Standzeiterhöhung um 35 %
Perfekte Lösung zum Schruppen, für die mittlere Bearbeitung sowie zum Schlichten
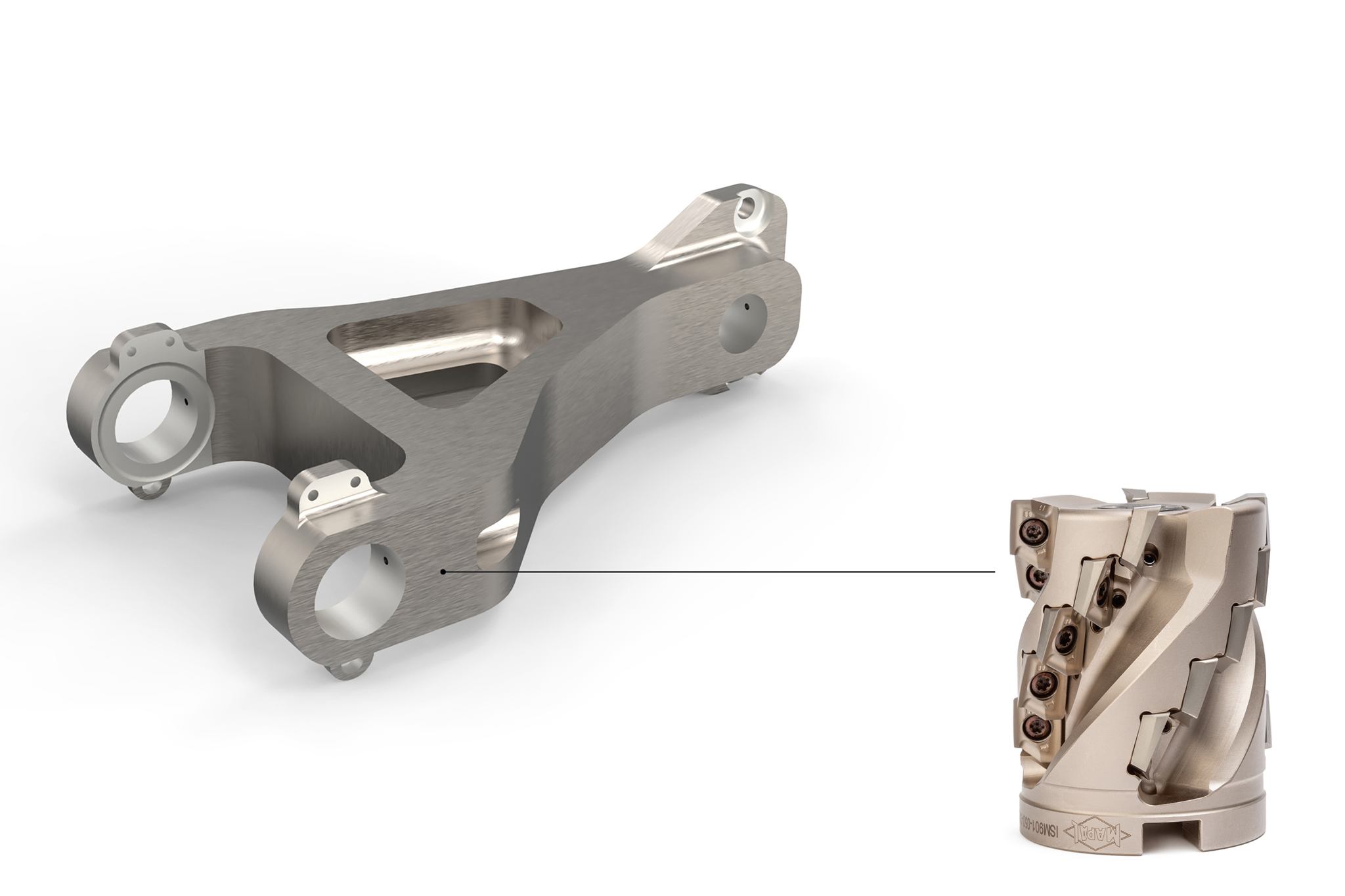
Weniger Gewicht bedeutet weniger Kraftstoffverbrauch und weniger Emissionen. Es finden sich viele verschiedene Ansätze für Titanwerkstoffe im Automobilbau. Angefangen von Motorenkomponenten, über Getriebebauteile und Federelemente sowie Abgasanlagen. Ziel der Automobilhersteller ist es, die Fahrzeuge leichter und damit umweltfreundlicher zu gestalten.
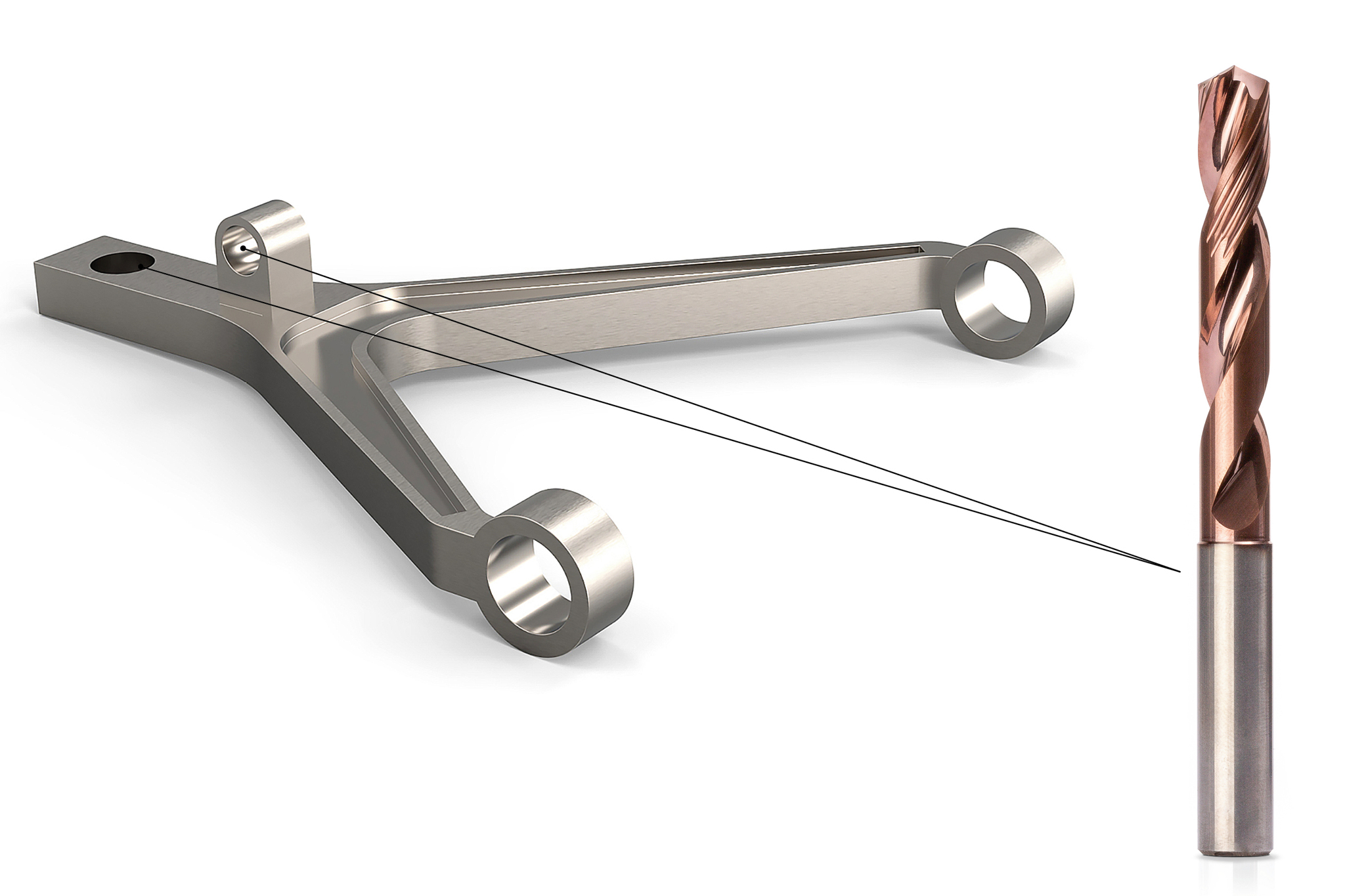
Bearbeitungsbeispiel Querlenker
1 / 4
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe
Geringe Zykluszeit
2 / 4
OptiMill-Titan-HPC
Vierschneidiger Schruppfräser
Polierte Spannut
Hitzebeständige Hochleistungsbeschichtung
Ungleiche Schneidenteilung (glatter Schnitt)
3 / 4
HPR Wechselkopfreibahle
Rundlauf- und Wechselgenauigkeit kleiner 3 μm
Einfaches Handling
Höchste Präzision und Produktivität
Innere Kühlmittelzufuhr für direkte Kühlung der Schneiden
Besonders wirtschaftlich (Wechselkopf)
4 / 4
NeoMill-Titan-2-Shell
Maximale Zerspanungsraten
Optimale Spanabfuhr
Hohe Laufruhe
Variables Kühlkonzept
Schneiden mit verschiedenen Eckenradien einsetzbar
Für die Medizintechnik ist Titan der nahezu perfekte Werkstoff, da er aufgrund seiner Biokompatibilität, also der Beständigkeit in einem biologischen Umfeld (antiallergisch), geringer Wärmeleitfähigkeit, dem antimagnetischen Verhalten an sich, umfassend Verwendung finden kann.
Bearbeitungsbeispiel Hüftgelenk
1 / 1
OptiMill-Tro-Titan
Hitzebeständige Hochleistungsbeschichtung
Speziell gestaltete Spannut für optimale Spanabfuhr
Wärmereduzierung in der Schnittzone
Bearbeitungsbeispiel Knochenplatte
1 / 2
OptiMill-Tro-Titan
Hitzebeständige Hochleistungsbeschichtung
Speziell gestaltete Spannut für optimale Spanabfuhr
Wärmereduzierung in der Schnittzone
2 / 2
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe