
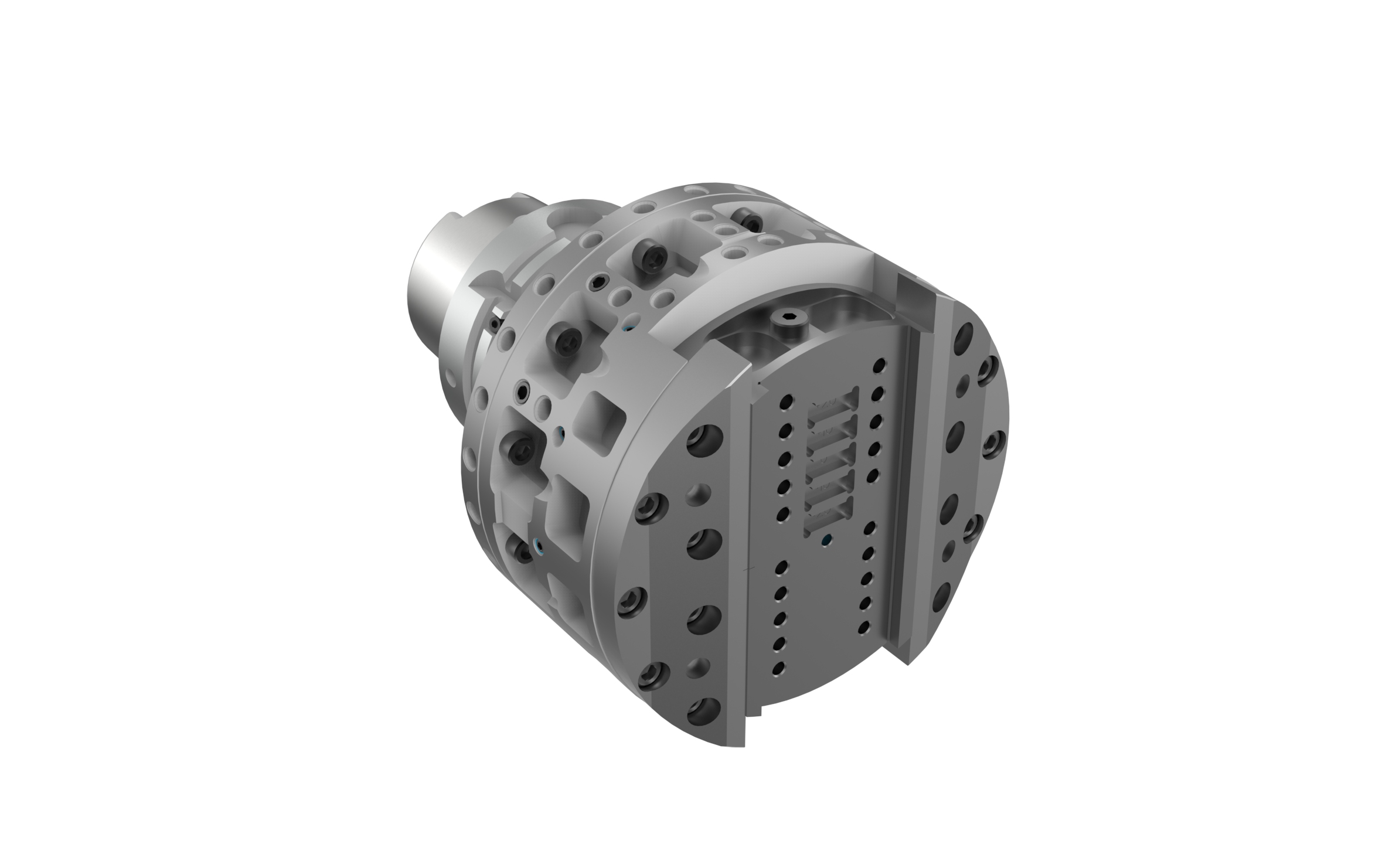
Carcasas de válvulas de cierre
Carcasa de válvula de cierre de EN-GJL-250
Situación inicial del cliente
/Absperrventil.607-2-.jpg)
- Gran variedad de componentes (DN 65 – DN 300)
- Se requiere un mecanizado flexible en el centro de mecanizado
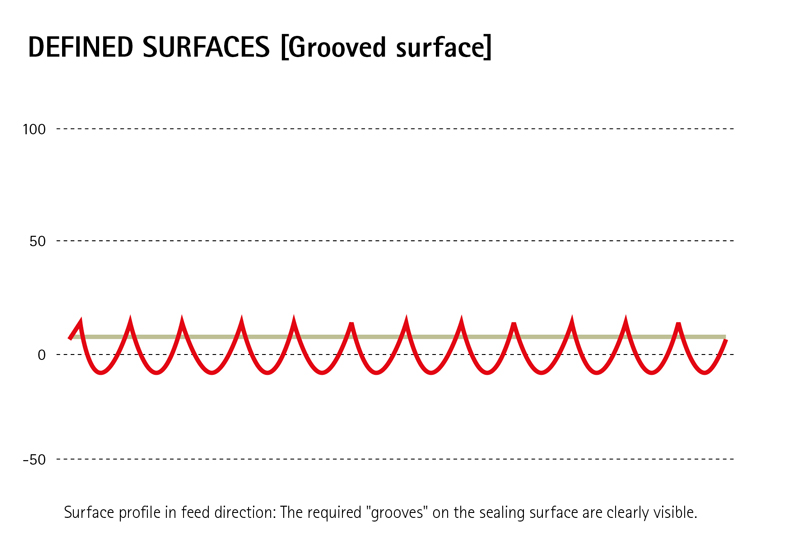
- Mecanizado exigente en el componente por la fabricación de superficies definidas
Particularidades de esta solución
- Pueden realizarse amplios avances, la rugosidad definida Ra 12.5 exige un avance mínimo necesario de fz = 0.8 mm
- Un gran avance radial y la interfaz de herramienta modular permiten el uso de un número reducido de herramientas con diferentes componentes
- Cambio de herramienta automático
- Ajuste neutral de las herramientas con respecto al tiempo principal mediante herramientas hermanas
- Posibilidad de preajustar al dispositivo de ajuste mediante un proceso flexible
- Tecnología de insertos de corte intercambiables para bajos costos de material de corte
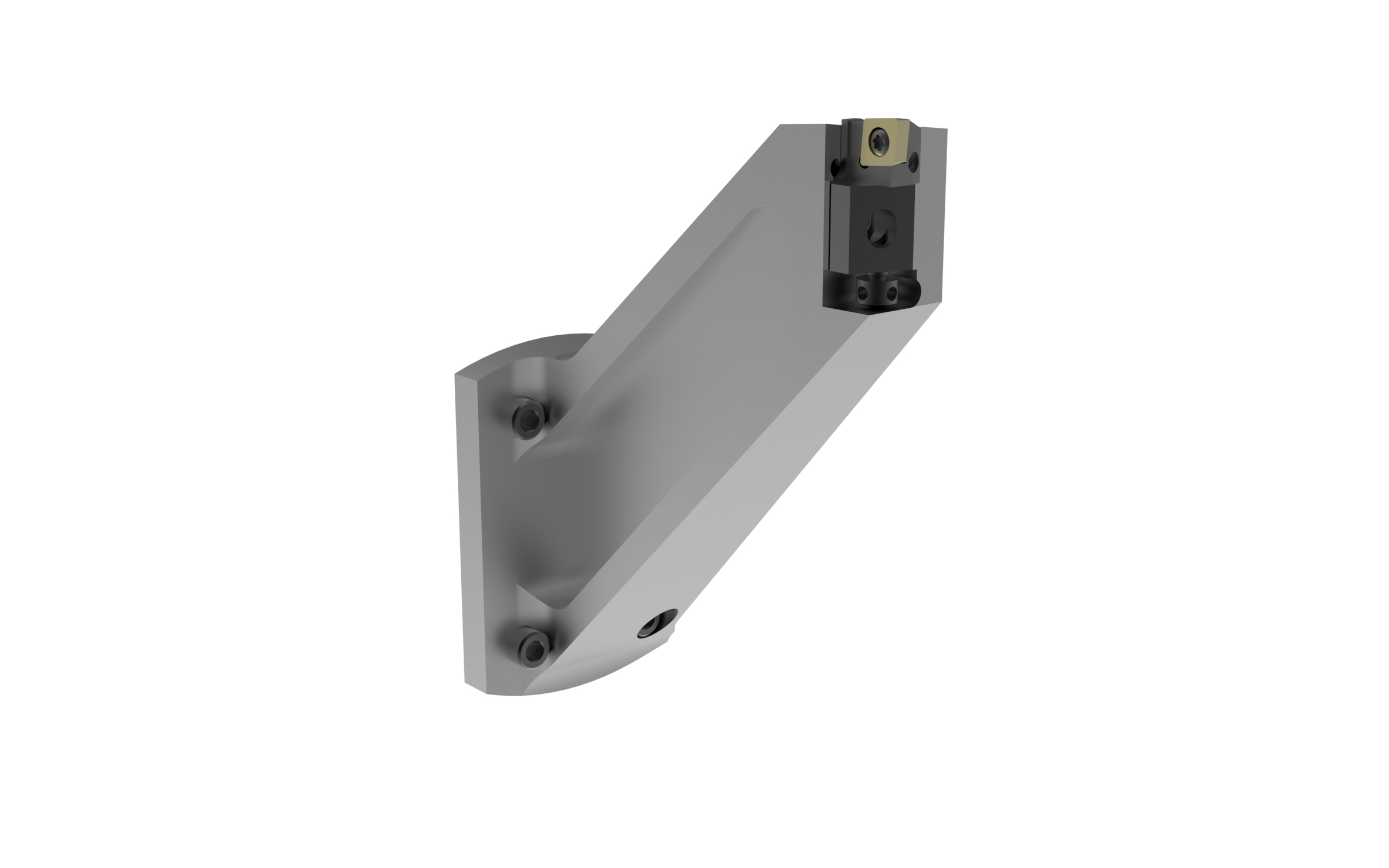
Herramientas destacadas
- Cambio automático de herramienta para un uso flexible de las herramientas
- Las herramientas superpuestas pueden ponerse en cinco niveles para cubrir un amplio rango de diámetros
- Suministro central directo de refrigerante al inserto mediante la herramienta superpuesta

Ventajas
- Se cubre una gran variedad de componentes con un solo sistema de herramientas
- Puede realizarse el mecanizado de superficies de brida y anillos de asiento en una configuración de sujeción
- Sin errores de transposición y con máxima productividad
- La tecnología de movimiento interno permite transiciones de contornos sin rebabas y tiempos de ciclo cortos, así como crear superficies definidas
- Las tolerancias y calidades pueden corregirse flexiblemente con base en el desgaste de la herramienta