
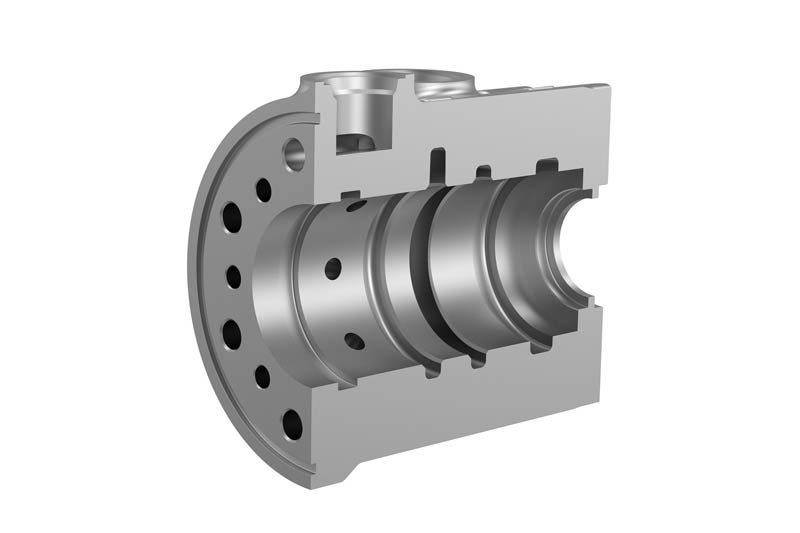
Sterzo tipo Orbitrol
Orbitrol housing GG25
Initial situation at the customer
- Small to medium quantities
- High tool costs
- High costs for subsequent mandrel honing
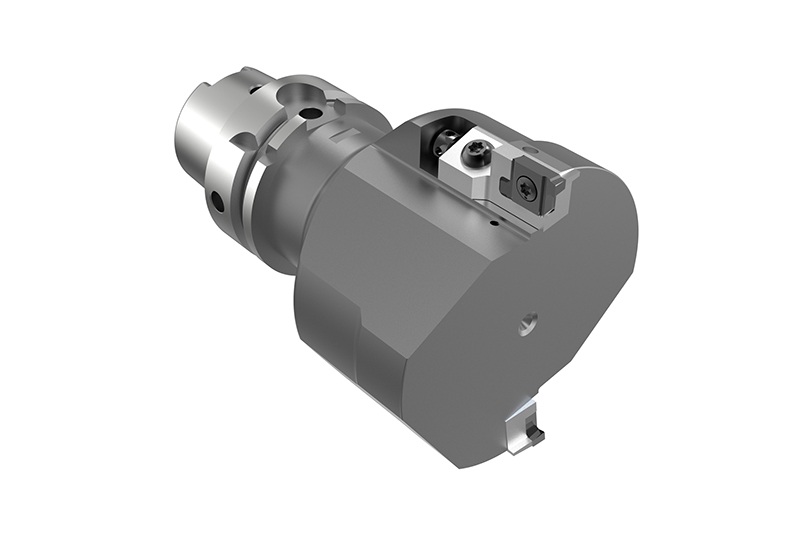
Special features of this solution
- Multi-stage combination tools → Reduces tool change and associated processing costs as well as machining time
- Quick renewal of cutting edges as inserts can be easily exchanged
- Various workpiece material can be machined with a single tool body → Insert solutions enable maximum flexibility for small lot sizes
Spool bore


Connection bore

O-ring recess
![ANNUAL TOOL COSTS SPOOL BORE [€]*](/medias/sys_master/root/hc4/h36/9175133356062/Grafiken__EN4/Grafiken-EN4.jpg)
Advantages
- Expensive honing processes in the spool bore reduced thanks to ideal premachining
- Tool costs significantly reduced for large part dimensions
- Tool solutions for high part variability can also be easily implemented for other steering unit components
![MANUFACTURING COSTS PER SPOOL BORE [€]*](/medias/sys_master/root/h83/h3a/9175133487134/Grafiken__EN5/Grafiken-EN5.jpg)