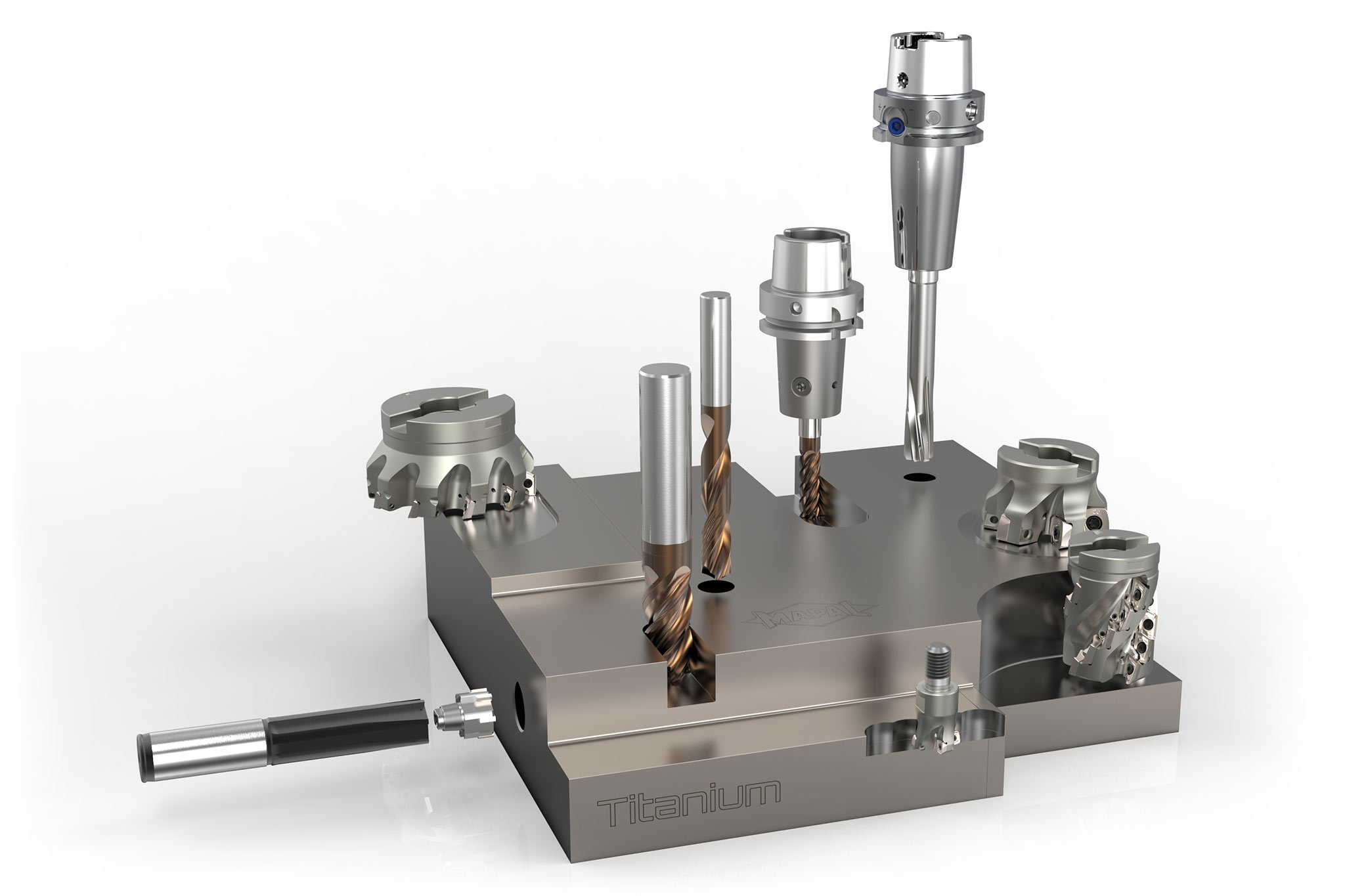
In the aerospace industry, materials that are both high-strength and lightweight is the key. By making use of new combinations of materials, weight can be reduced further, strength and corrosion resistance can be increased and assembly can be simplified by using an integrated design. Whereas structural parts made of aluminium, titanium or high strength steel are machined on machining centres or gantry machines, final assembly machining is carried out by handheld machines, drill feed units or robots.
Tool program for titanium machining
Milling with fixed cutting edges
OptiMill-Titan-HPC
Shoulder milling cutter
Four-edge shoulder milling cutter for roughing and finishing titanium
Special cutting edge finish for optimal surfaces and edges
Highest degree of tool stability through maximum core dimension and core rise at the shank
Different corner radii available
Ø area: 6.00 – 25.00 mm
OptiMill-Tro-Titan
Trochoidal milling cutters
Five-edge trochoidal milling cutter
Maximum material removal rate while providing an excellent surface finish at the same time
Optimised unequal spacing
Finely balanced cutting tool for protecting the machine spindle and a longer tool life
Cutting depth up to 3xD
Ø area: 6.00 – 25.00 mm
Milling cutters with replaceable cutting edges
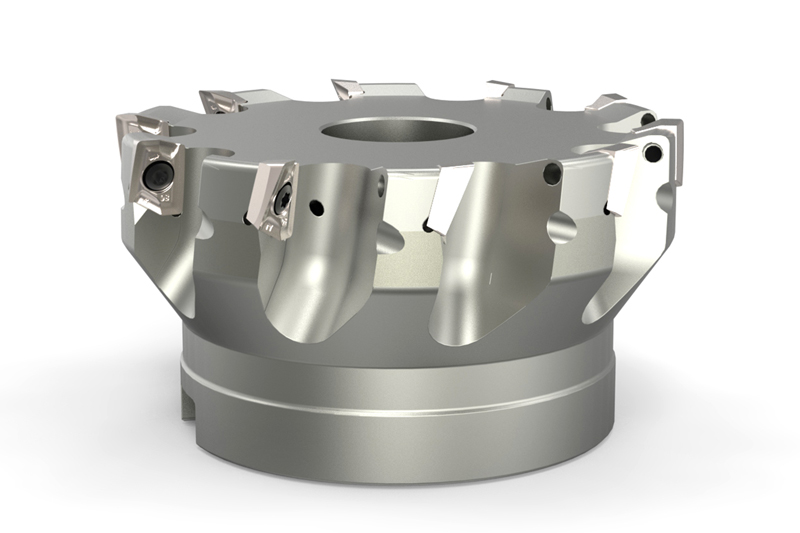
NeoMill-Titan-2-Corner
Shoulder milling cutter
Shoulder milling cutter with double-edge radial indexable inserts
Positive basic shape for parts susceptible to vibrations
Cutting depths of up to 10 mm
Ø area: 40.00 – 100.00 mm
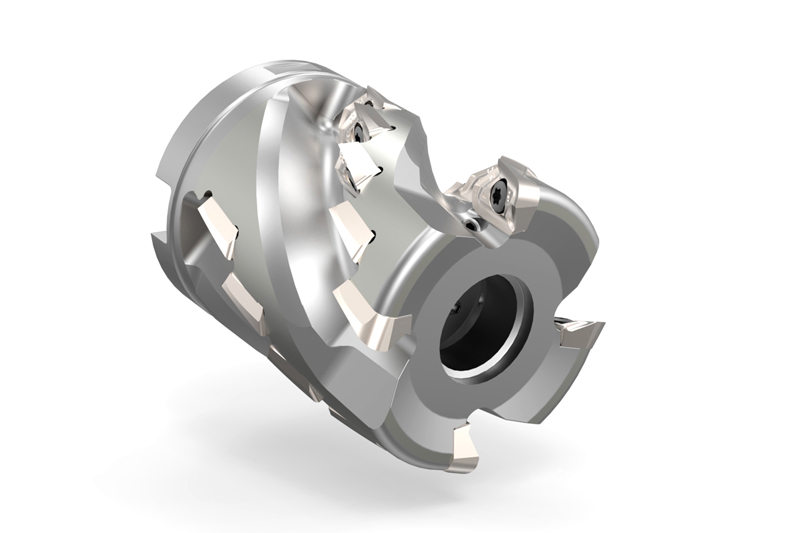
NeoMill-Titan-2-Shell
Shell end face milling cutter
Shell end face milling cutter with double-edge radial indexable inserts
Ideal for deep shoulder milling and trimming with high cutting depths of up to 57 mm
Ø area: 32.00 – 80.00 mm
NeoMill-2/4-HiFeed90
High-feed/90° shoulder milling cutter
Universal tool system to ensure maximum productivity
ø range: 16.00 - 200.00 mm
Drilling from solid
MEGA-Speed-Drill-Titan
Solid carbide drill
Double-edge high-speed drill
Four margin lands for precise surface accuracy and cylindricity
Convex cutting edge with corner chamfer for high stability
Novel knurled profile to protect the margin lands
Maximum heat and wear resistance
Ø area: 3.00 – 20.00 mm
Reaming and fine boring
FixReam-FXR
High-performance reamers with a cylindrical shank
High-performance reamer made from solid carbide
Straight-fluted for through and blind bores
Left-hand fluted for through bores
Ideal for implementing short cycle times
Variety of cutting materials and coatings available
Ø area: 2.80 – 20.20 mm
HPR replaceable head reamer
Replaceable head reamers with HFS connection
High-precision replaceable head system in a fixed design with brazed cutting edges
Precise radial run-out and changeover accuracy of <3 μm
Highest degree of economic efficiency due to modular system
Suitable for minimum quantity lubrication (MQL)
Ø area: 7.00 – 65.00 mm
Boring
Boring in titanium
Boring tools with tangential technology
Component-specific custom tools for highest productivity, economic processes and stable machining concepts
CTHQ and FTHQ tangential indexable inserts
Special arc shaped land for optimal machining results at a length-to-diameter ratio >3.5xD
Titanium and titanium alloys are predestined for use in aerospace. High demands are placed on workpiece material strength and corrosion resistance in relation to their specific weight. This results in a wide range of applications extending from small mechanically processed structural parts to load-bearing parts in the fuselage or blades in the engine.
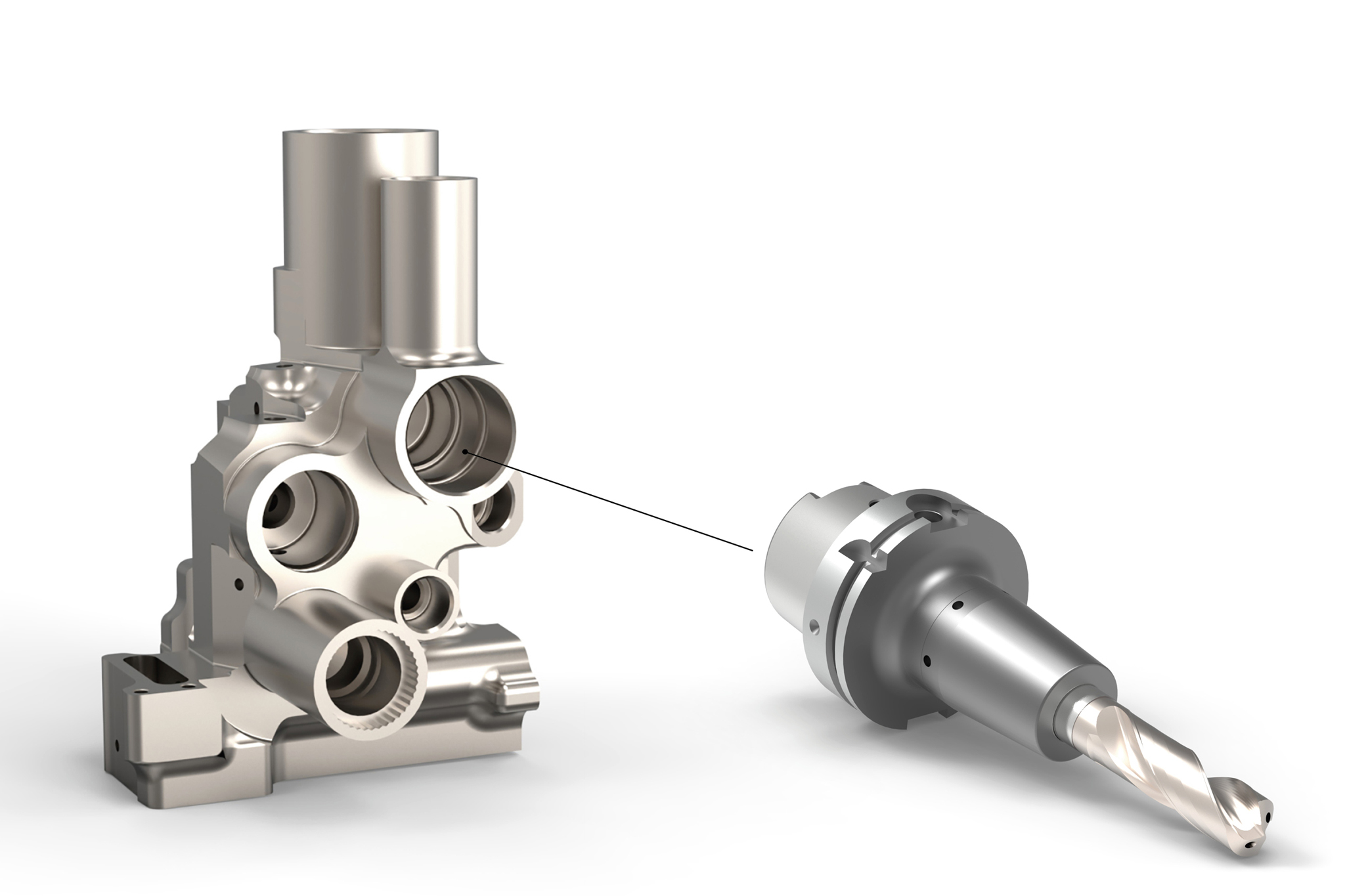
Machining example torsion link
1 / 5
Bareno di precisione
Regolazione dei taglienti ad alta precisione
Perfetta coassialità dei fori
Ottima ruvidità della superficie
Perfetta geometria di foratura
Eccellente stabilità di lavorazione grazie ai pattini di guida
Elevata precisione di ripetizione e semplice regolazione dell’utensile
2 / 5
NeoMill-Titan-2-Shell
Maximale Zerspanungsraten
Optimale Spanabfuhr
Hohe Laufruhe
Variables Kühlkonzept
Schneiden mit verschiedenen Eckenradien einsetzbar
Verschiedene Schneidstoffe erhältlich
3 / 5
MEGA-Speed-Drill-Titan
140° Spitzenwinkel
Vermeidung von Anhaftungen durch extrem glatte Beschichtung
4 Führungsfasen (beste Rundheitswerte)
Konvexe Schneide
Innere Kühlmittelzufuhr
Neu gestaltete Spannut (optimale Spanabfuhr)
Effizienter Kühlmittelfluss (Vermeidung von Reibung und Hitze an der Schneide)
4 / 5
OptiMill-Titan-HPC
Spezielle Kantenpräparation (stabile Schneide)
Unterschiedliche Steigung der Spirale (stabiler Schnitt, ruhiger Lauf)
Steigender Kern (mehr Stabilität)
5 / 5
FixReam
Ausführung aus Vollhartmetall oder gelötet
Bohrungsqualität: H7
DLC-Beschichtung für beste Leistung
Durchmesser konfigurierbar (Speedline)
Ausführung für Durchgangs- oder Grundbohrungen
Geeignet für Minimalmengenschmierung (MMS)
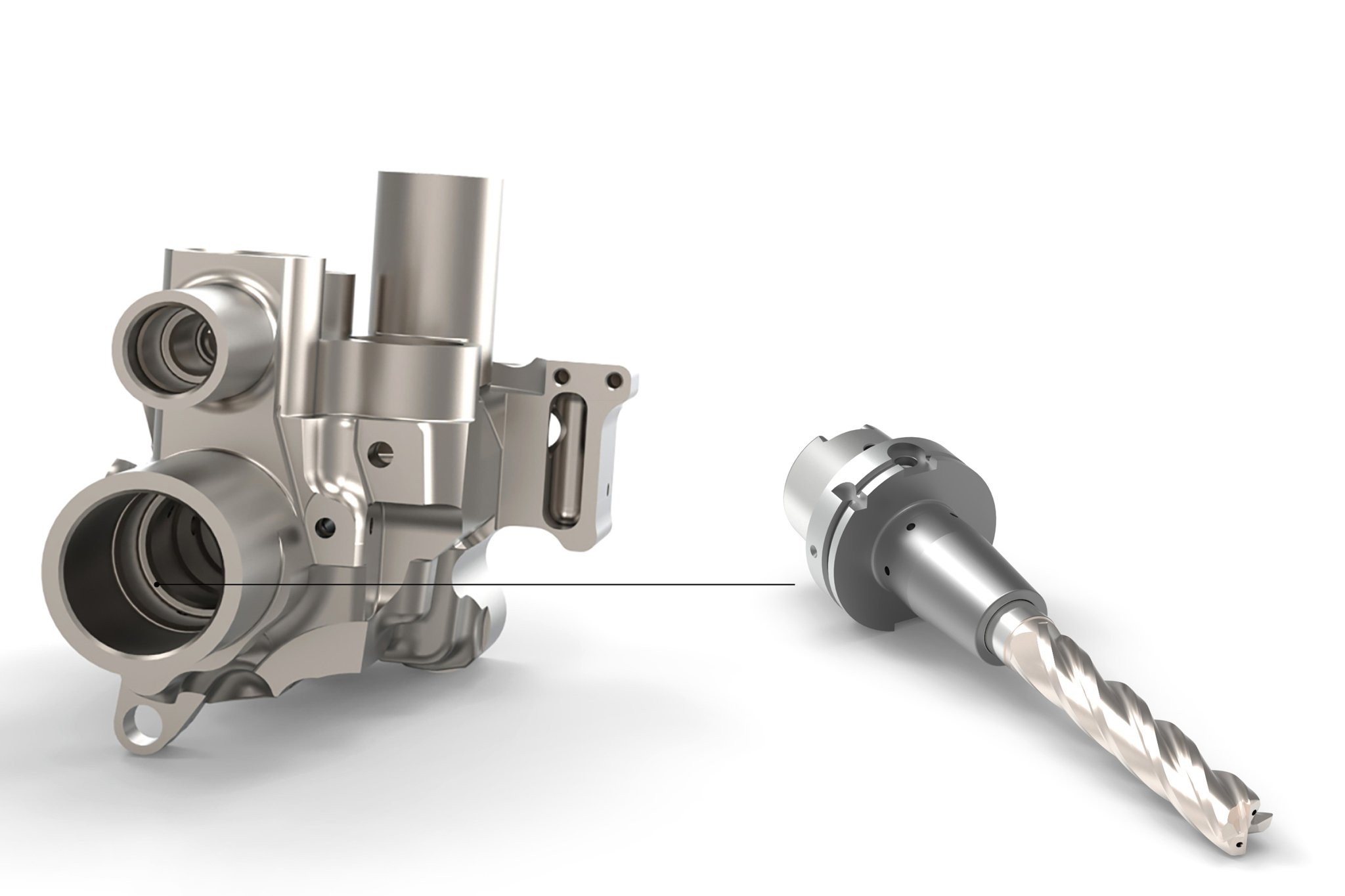
Bearbeitungsbeispiel Hingeline
1 / 6
Entgratwerkzeug aus Vollhartmetall
Mit diesem Sonderwerkzeug mit spezieller Kugelform werden die Bohrungseintritte und -austritte der Hauptbohrung sowie die Befestigungsbohrungen durch Zirkularfräsen entgratet.
2 / 6
NeoMill-Titan-2-Corner
Hohe Zerspanungsraten
Hohe Laufruhe
Schneiden mit verschiedenen Eckenradien einsetzbar
Verschiedene Schneidstoffe erhältlich
3 / 6
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe
Geringe Zykluszeit
4 / 6
Wechselkopfbohrer TTD, Sonderbohrer, Bohrstange
Wechselkopfbohrer TTD zum Pilotieren der ersten Lasche
Sonderbohrer mit zusätzlichem Führungselement am Hals zur mittleren Bearbeitung der Laschen von beiden Seiten
Lagergeführte Bohrstange zur exakten Schlichtbearbeitung der Hauptbohrung von einer Seite
5 / 6
OptiMill-Titan-HPC
Standzeiterhöhung um 35 %
Perfekte Lösung zum Schruppen, für die mittlere Bearbeitung sowie zum Schlichten
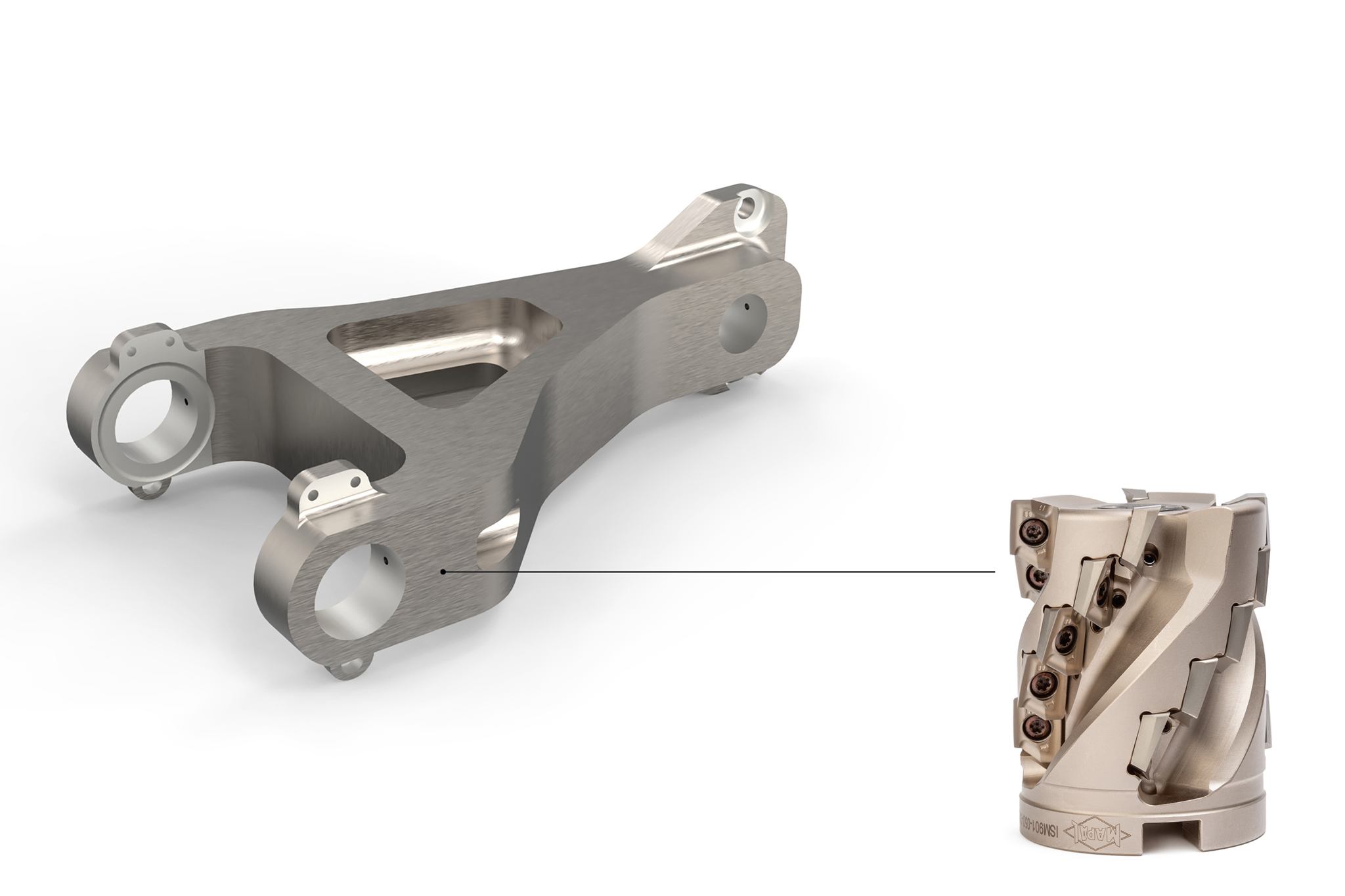
Un peso ridotto comporta un minore consumo di carburante e meno emissioni. Esistono molti approcci diversi ai materiali in titanio nell’industria automobilistica, dai componenti del motore a quelli della trasmissione e delle sospensioni fino ai sistemi di scarico. I costruttori di auto puntano alla creazione di veicoli sempre più leggeri e dunque ecologici.
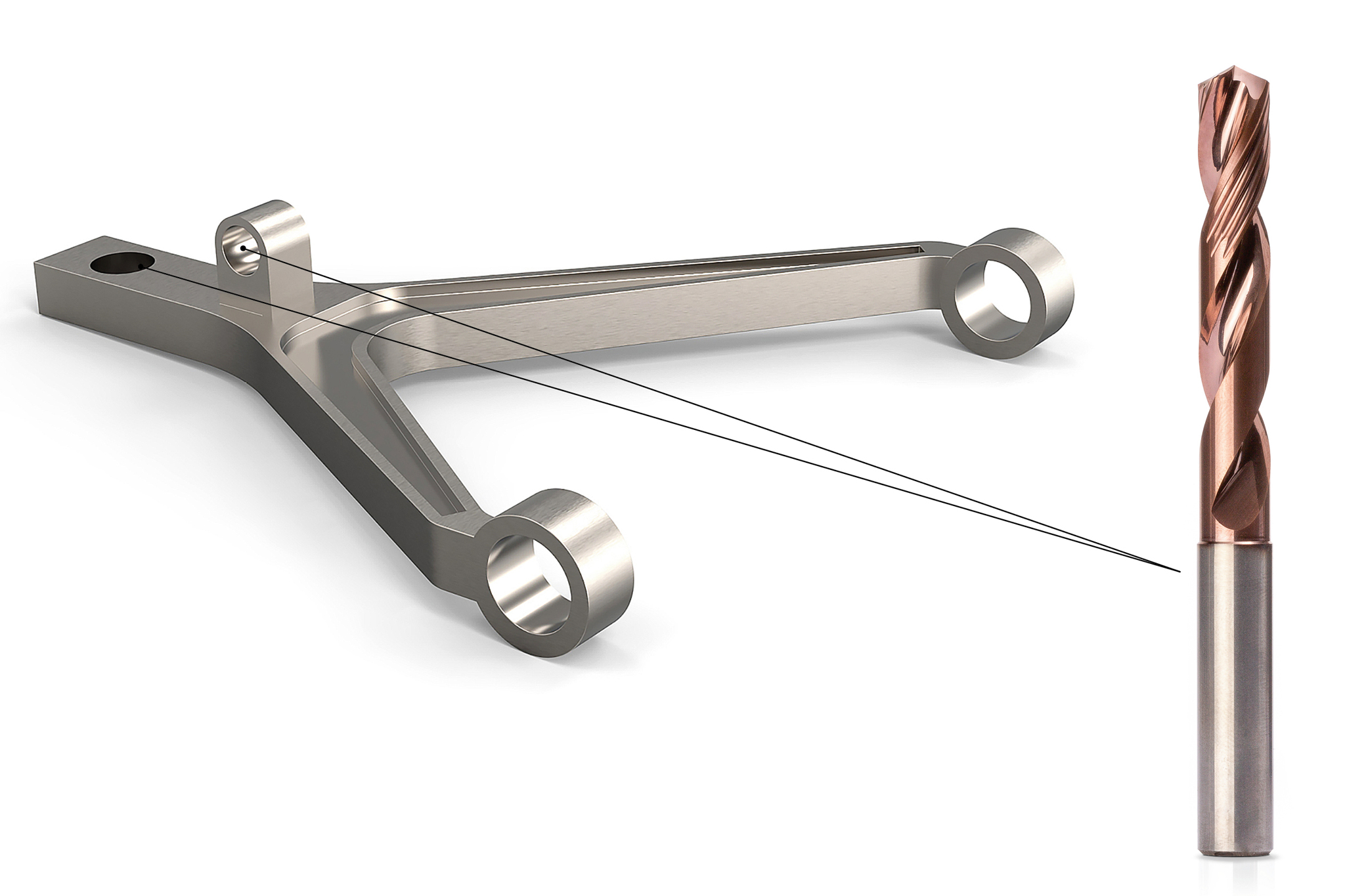
Esempio di applicazione: braccio di controllo
1 / 4
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe
Geringe Zykluszeit
2 / 4
OptiMill-Titan-HPC
Vierschneidiger Schruppfräser
Polierte Spannut
Hitzebeständige Hochleistungsbeschichtung
Ungleiche Schneidenteilung (glatter Schnitt)
3 / 4
HPR Wechselkopfreibahle
Rundlauf- und Wechselgenauigkeit kleiner 3 μm
Einfaches Handling
Höchste Präzision und Produktivität
Innere Kühlmittelzufuhr für direkte Kühlung der Schneiden
Besonders wirtschaftlich (Wechselkopf)
4 / 4
NeoMill-Titan-2-Shell
Maximale Zerspanungsraten
Optimale Spanabfuhr
Hohe Laufruhe
Variables Kühlkonzept
Schneiden mit verschiedenen Eckenradien einsetzbar
In virtù della sua biocompatibilità, ovvero la resistenza in ambiente biologico (proprietà antiallergiche), la bassa conducibilità termica e il comportamento amagnetico, il titanio è un materiale pressoché perfetto per le esigenze della tecnologia medicale.
Esempio di applicazione: articolazione dell’anca
1 / 1
OptiMill-Tro-Titan
Hitzebeständige Hochleistungsbeschichtung
Speziell gestaltete Spannut für optimale Spanabfuhr
Wärmereduzierung in der Schnittzone
Bearbeitungsbeispiel Knochenplatte
1 / 2
OptiMill-Tro-Titan
Hitzebeständige Hochleistungsbeschichtung
Speziell gestaltete Spannut für optimale Spanabfuhr
Wärmereduzierung in der Schnittzone
2 / 2
MEGA-Speed-Drill-Titan
Standzeiterhöhung um 30 % im Vergleich zur bisherigen Lösung
Bohrspezialist für hohe Schnittgeschwindigkeiten und Vorschübe