Premecanizado innovador para componentes hidráulicos
Con brocas piloto y herramientas de barrenado de alto desempeño
MAPAL amplía su portafolio con soluciones de mecanizado de alto rendimiento para la perforación de corredera.

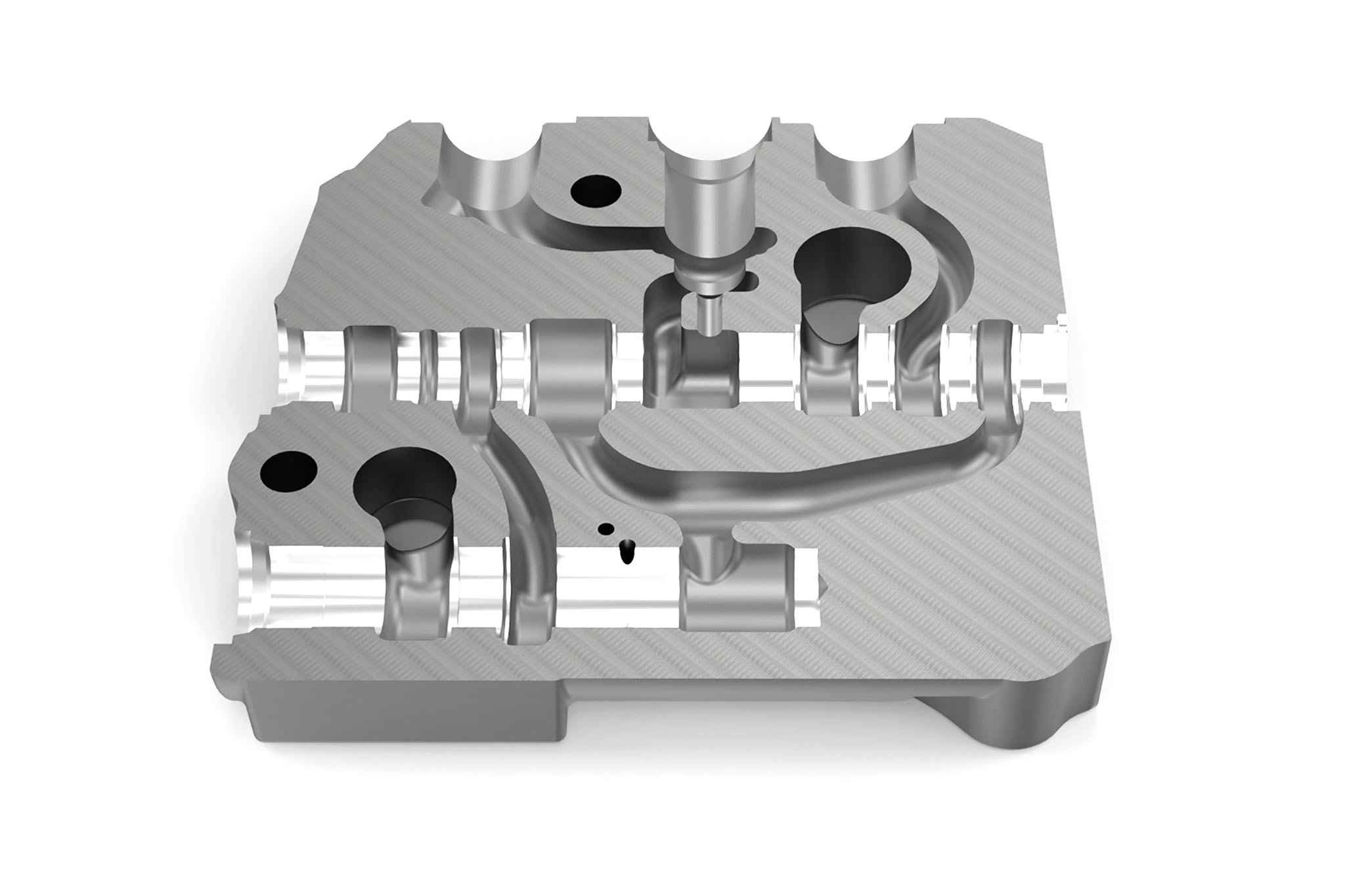
La perforación de corredera constituye un elemento central en componentes hidráulicos como carcasas de válvula o bombas de pistones axiales. Su mecanizado de acabado con herramientas de taladrado de precisión siempre ha sido una competencia clave de MAPAL. Con nuevas soluciones para el premecanizado, el especialista en herramientas consolida su posición como socio tecnológico integral. Los clientes se benefician de un concepto de mecanizadocompleto desde un solo proveedor, desde el pilotaje hasta el mecanizado de precisión.
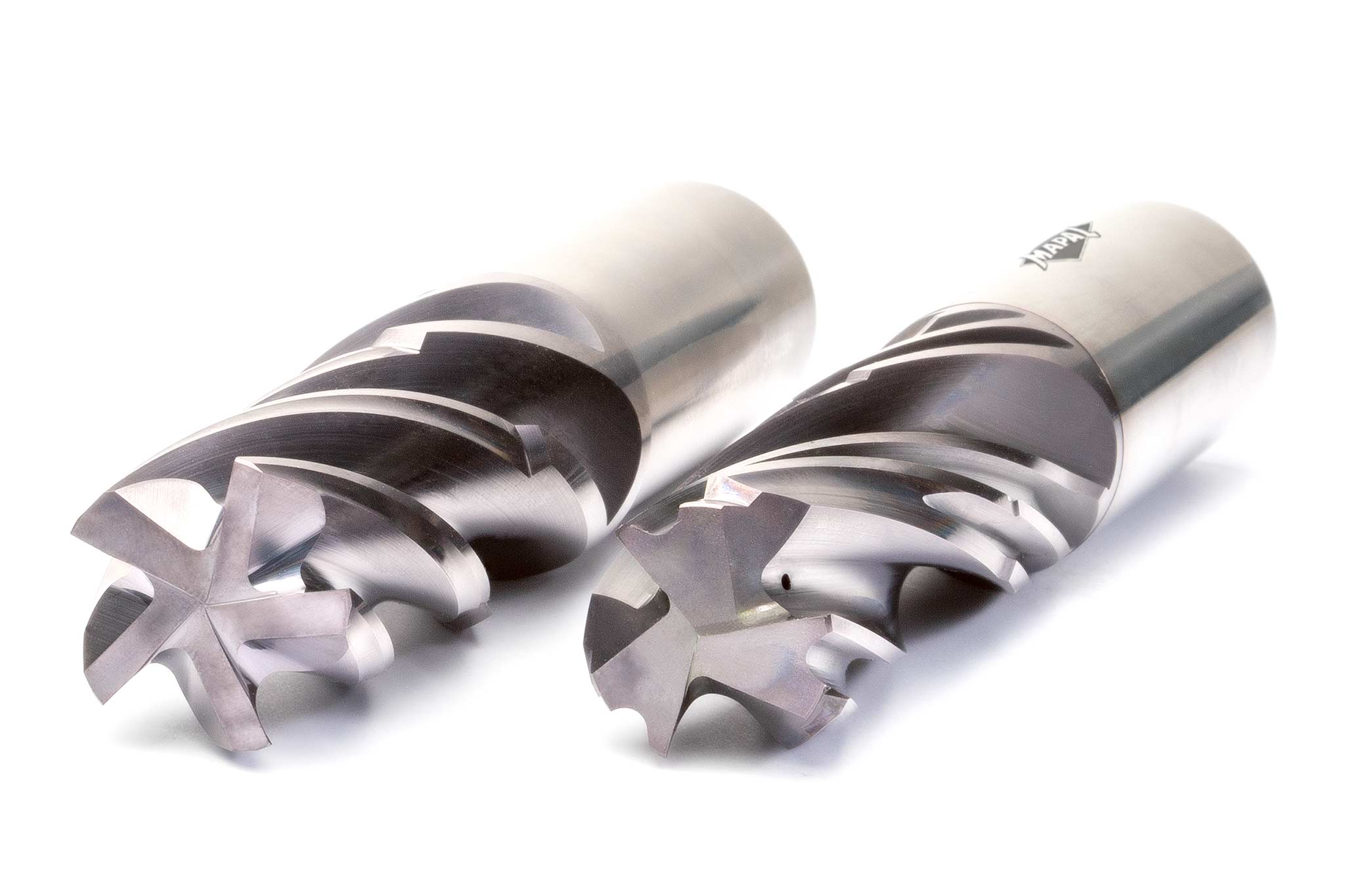
La atención se centra en dos herramientas recientemente desarrolladas: La broca piloto con tres o cinco insertos para diferentes tipos de fundición permite realizar una perforación piloto eficiente y muy económica, lo que reduce las operaciones y evita el cambio de herramientas. Mientras que la fresa de tres filos se utiliza con piezas brutas estables, la fresa de cinco filos destaca en condiciones de fundición inestables por sus resultados precisos en avances elevados.
La herramienta de barrenado integral de metal duro macizo con tres filos se basa, al igual que la broca piloto de tres filos, en la tecnología de biselado múltiple patentada de MAPAL. Esto garantiza una separación limpia de las virutas y evita que se formen remolinos durante su eliminación, incluso con profundidades de taladrado de hasta 10xD. Una refrigeración interior dirigida permite vidas útiles largas y eleva adicionalmente la seguridad de proceso.
Ambas herramientas están optimizadas para la operación de mecanizado de precisión. Gracias a procesos coordinados, menores tasas de rechazo y máxima rentabilidad, surgen soluciones innovadoras para la tecnología de fluidos con valor agregado cuantificable para el cliente.