涡旋压缩机
涡旋螺杆由欧标 EN AW-4032(AlSi12.5)/铝合金材料以及欧标EN-GJS-400-15/铸铁制造
客户的初始情况

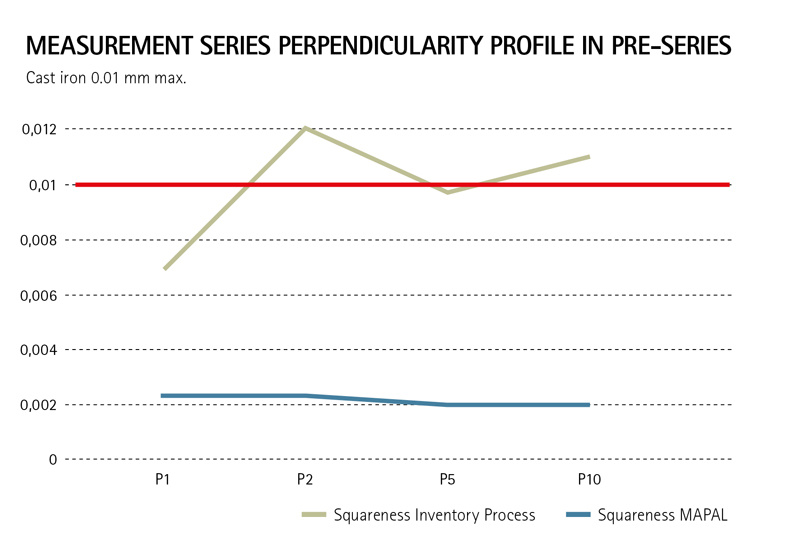
- 在进行薄壁结构组件的加工中,由于工件质量不稳定,曾频繁引发终端客户的投诉
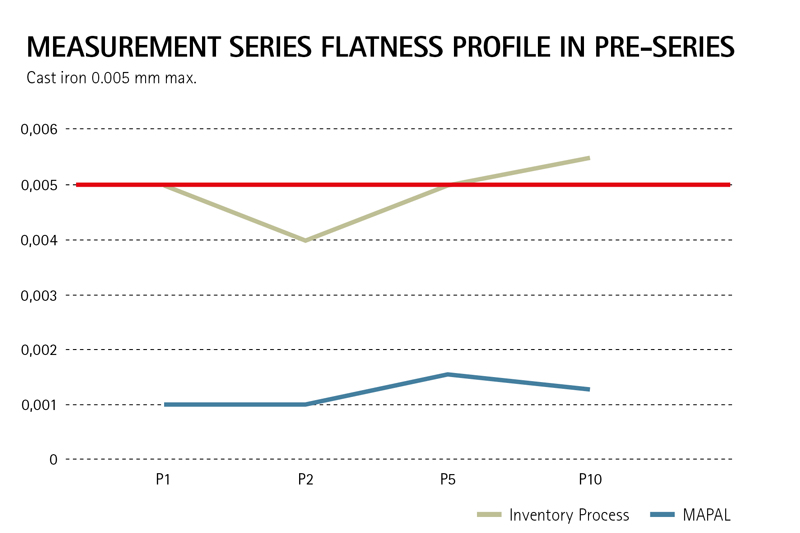
- 铸铁涡旋结构件的初始批量状态
解决方案的特性
- 在进行薄壁结构组件的加工中,由于工件质量不稳定,曾频繁引发终端客户的投诉
- 铸铁涡旋结构件的初始批量状态
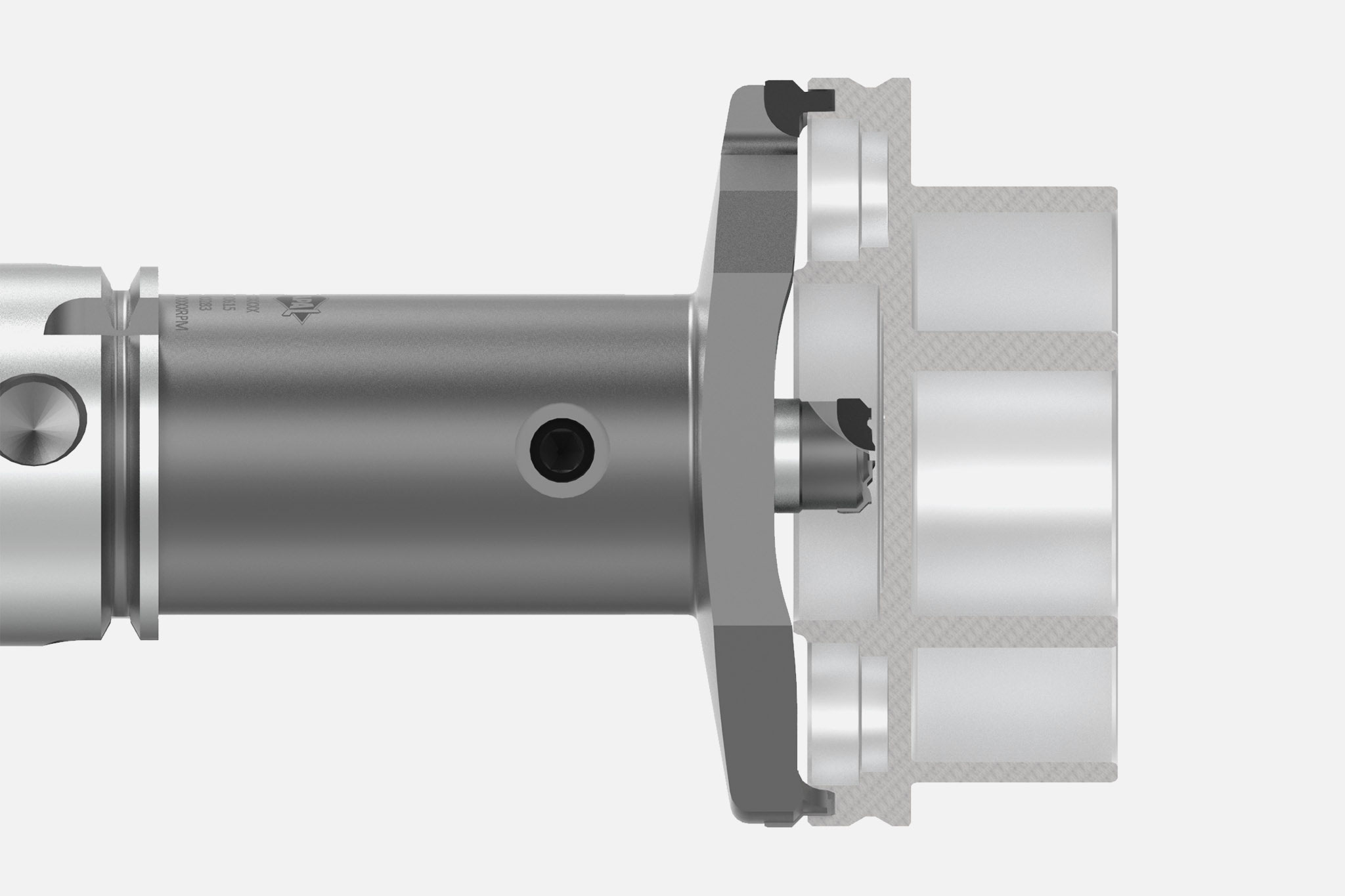
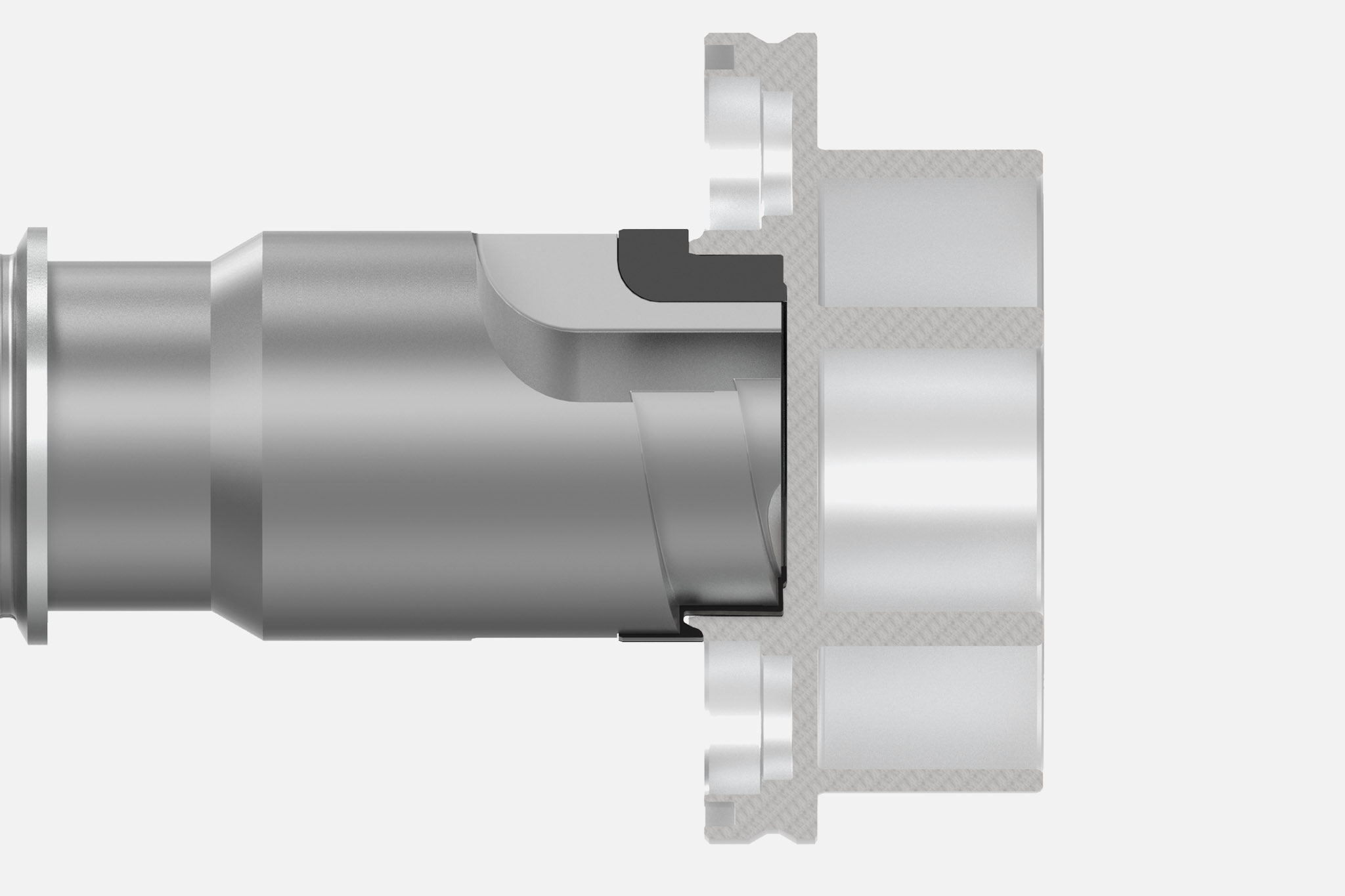
铝质涡旋轴


铸造涡旋轴


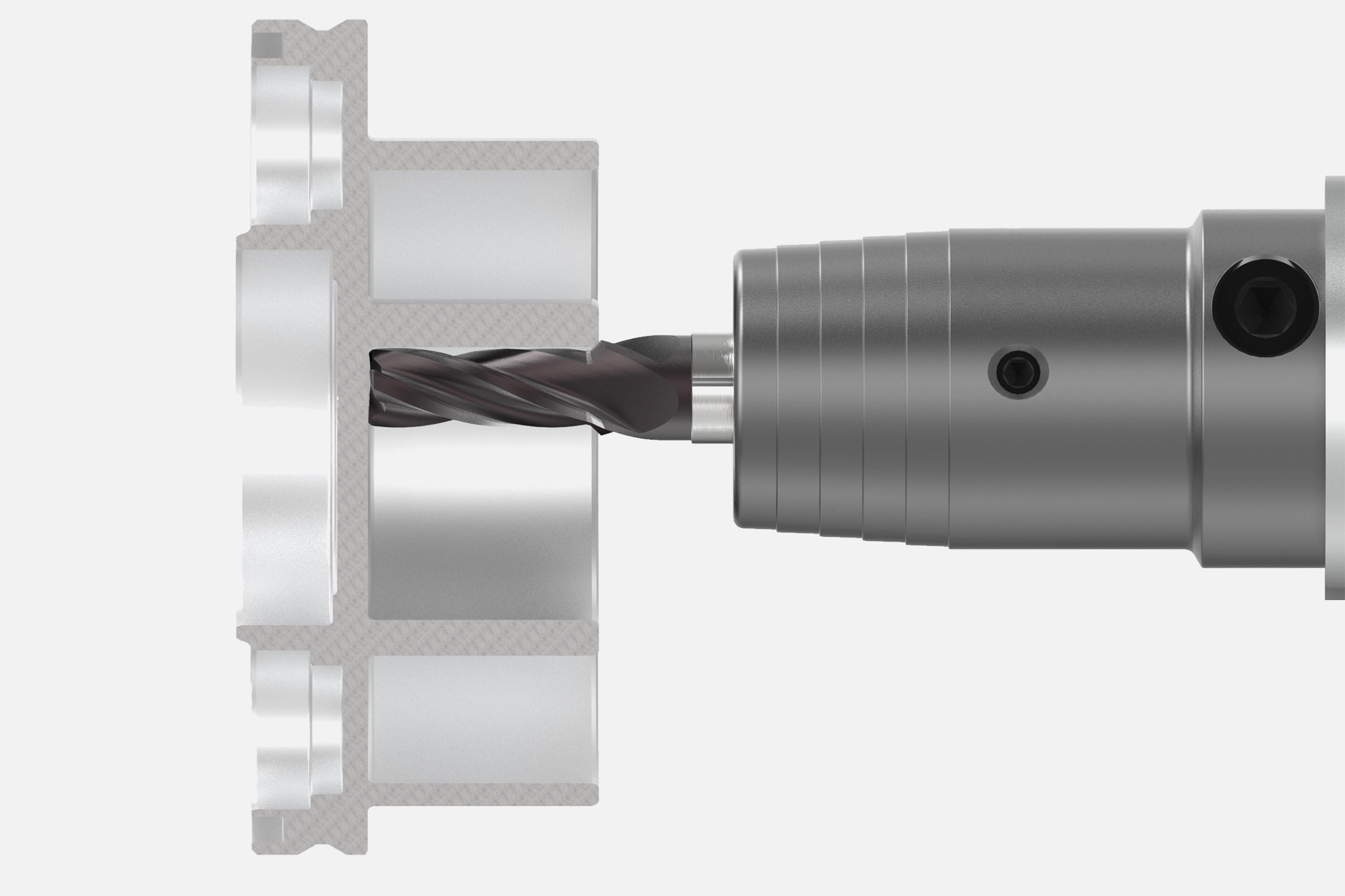
涡旋压缩机加工步骤
优点
- 通过保持良好的结构组件品质,避免了终客户的投诉,并且显著降低了成本
- 通过与MAPAL的合作,以及自身多年来在汽车行业积累所拥有的综合实力和专业能力,客户的竞争优势大幅得到提升
- 通过对大批量加工的强化支持和监督,在铝质和铸铁材料的完整加工方面实现了更高的工艺安全性