
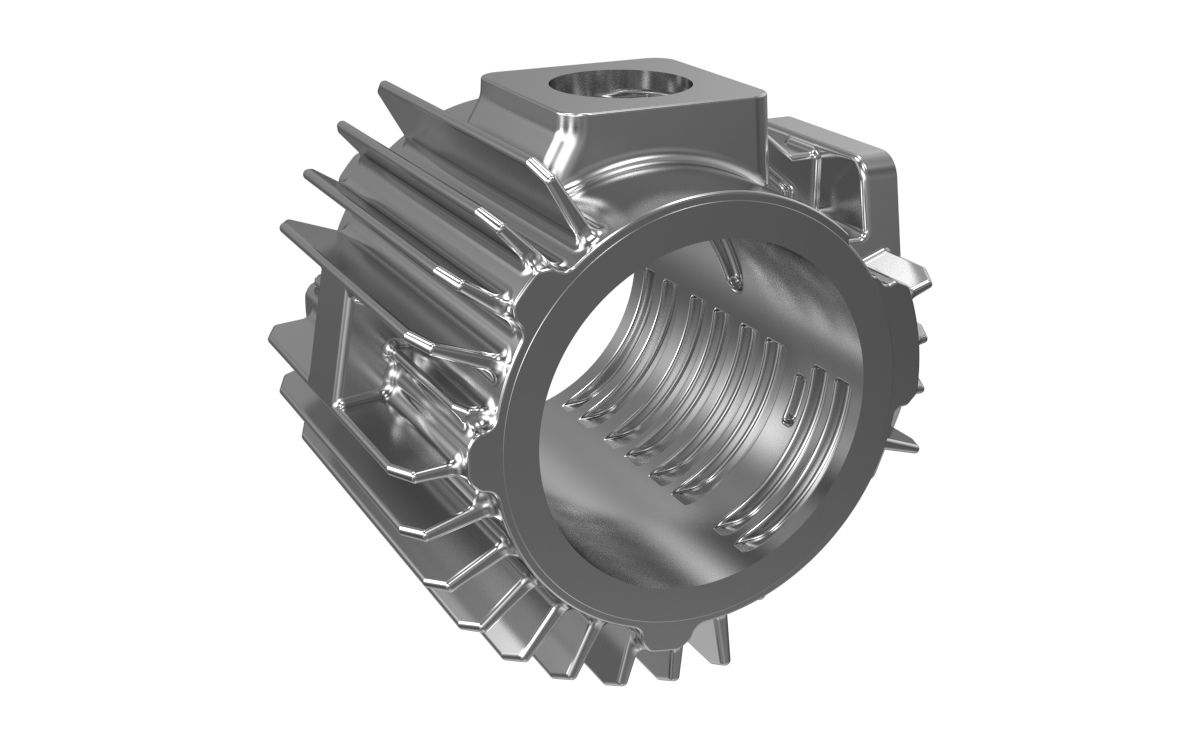
Rotary vane vacuum pump housing
Pump Housing EN-GJL-250
Initial situation at the customer
- Marked growth in demand and the associated requirement for optimised output with a simultaneous increase in process reliability
- High degree of manufacturing effort when machining the stator bore due to pre-milling and finish-boring
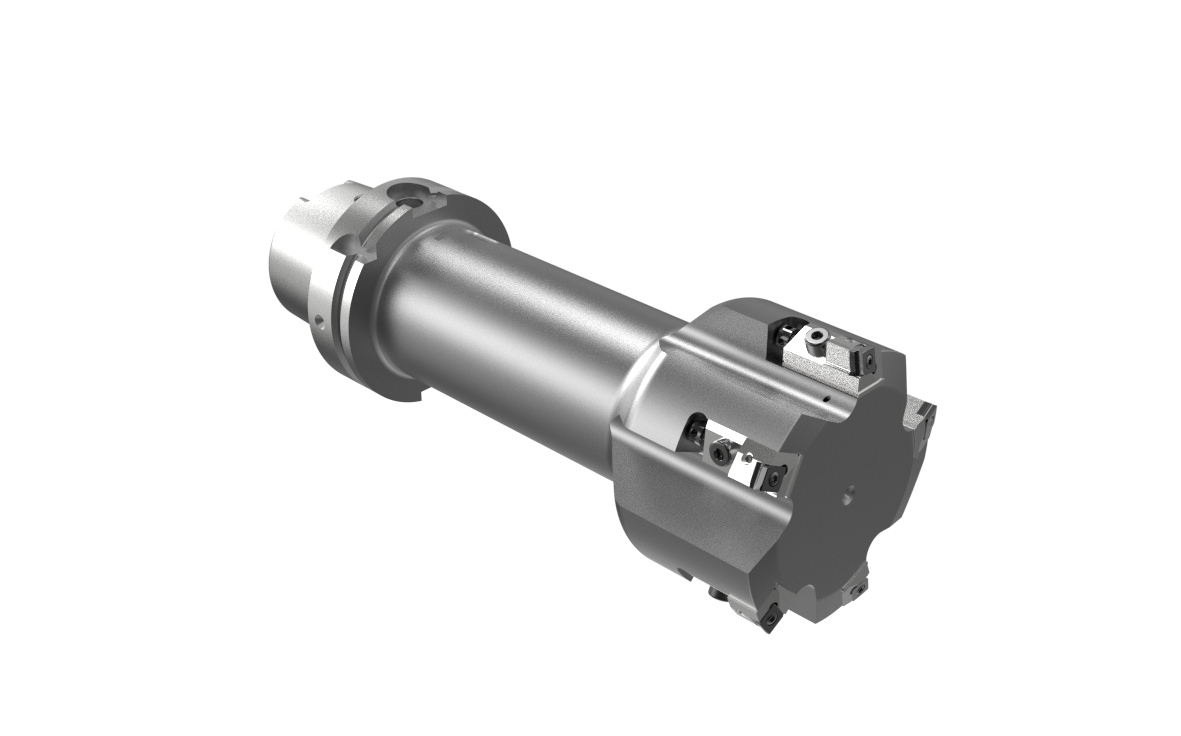
Special features of this solution
- Short cycle times and the highest degree of economic efficiency thanks to multi-blade tool solutions
- EA system enables easy handling in the series production process
- Reduced frequency of tool configuration for the fine boring tool due to the long tool life of the CBN cutting material
- Low cutting material costs thanks to a solution with indexable inserts
- Repeated usage for different casting materials easy to implement
Stator bore

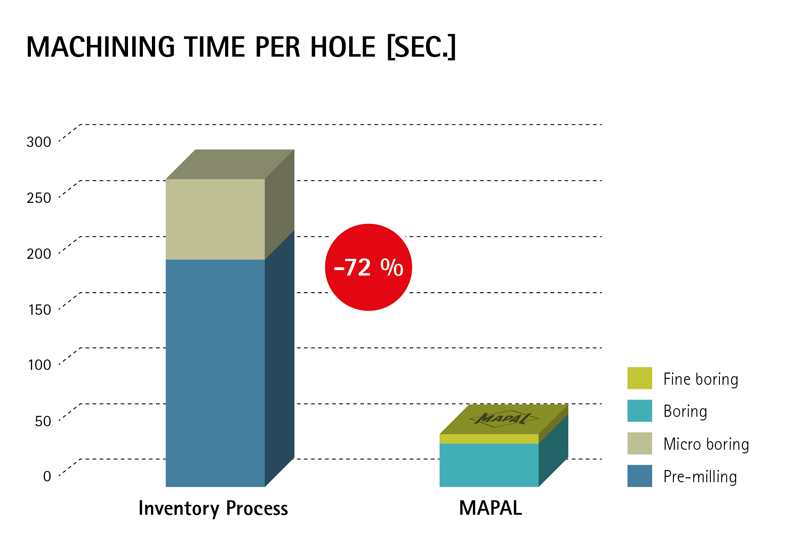
Advantages
- MAPAL tool solution provides process optimisation by means of cycle time reductions
- Significantly increased output and reliable machining of the pump housing
- Setting part no longer required due to omission of spindle system