As the Die & Mould sector often involves one-offs and small series, standard tools are preferred here. In view of the almost infinite variety of geometry and design, users shy away from stocking a large and accordingly cost-intensive range of tool types. CAM programming is thus tasked with processing pending machining jobs using the stock of tools on hand. Compromises are often made at the expense of machine running times. In a joint project, MAPAL and the milling machine manufacturer Röders GmbH optimised the interplay between machine, tool and CAM strategy on a generic component.
“MAPAL is a leader in the area of high-performance tools with special properties especially adapted to customer requirement”, says Dietmar Maichel, Global Head of Segment Management Die & Mould at MAPAL Dr Kress KG. Therefore, the company focused on custom tools for a long time. In recent years, however, the proportion of standard tools available at short notice increased, as can be seen in the comprehensive product range for the die & mould sector: Of the 6,500 standard tools, about 5,000 are available from stock. They exhibit properties that are in high demand in mould making, such as the ability to machine extremely hard workpiece materials with narrow tolerances. The latter is crucial for attaining high accuracy with an excellent surface finish.
“We were looking for an innovative machine manufacturer for a pilot project to create a mould”, Maichel reports. Karsten Wolff, MAPAL Regional Sales Manager for Northern Germany and Denmark, provided the contact with Röders GmbH in Soltau, Germany. Initial discussions were already very promising and led to a cooperation. In consultation with Röders, MAPAL constructed a generic component based on the core for an injection-moulded part. The geometry posed various technical problems for machining and set strict requirements regarding surface finish as well as putting very high demands on machining. The steel 1.2343 hardened to 50±2 HRC, which is prevalent in mould making, was selected as the workpiece material. With the CAM program Hypermill from OpenMind, MAPAL Component Manager Francesco Ingemi created an optimal milling strategy, defining the most suitable tool in the process.
Tool and machine working in perfect harmony
“In the die & mould sector, the demands on precision and surface finish are particularly high”, explains Dr Oliver Gossel, Head of Machine Sales at Röders GmbH. And the demands continue to increase. Milling tools and milling machine must therefore be in harmony according to Dr Gossel: “Not only the cutting material properties, spindle performance and feed rate are important, but also rigidity against tool deflection, vibration dampening or zero point stability during machining, which sometimes run hours or even days, for example.” An important role is also played by high-precision measuring systems to control the axis position as well as the measurement of the tools.
For this pilot project, an RXP 601 DSH 5-axis milling machine was used at Röders technical centre. This machine model has proven itself as a robust and highly precise workhorse for many mould making companies. The NC program suggested by MAPAL was optimised together with the HSC specialists at Röders with the performance data and possibly high dynamic of the RXP 601 DSH in mind. The result was a milling strategy for accuracy and surface quality, where the secondary objectives of minimal tool wear and the shortest possible machining time were not neglected.
Custom tools: Roughing and finishing milling cutter for high feed rates
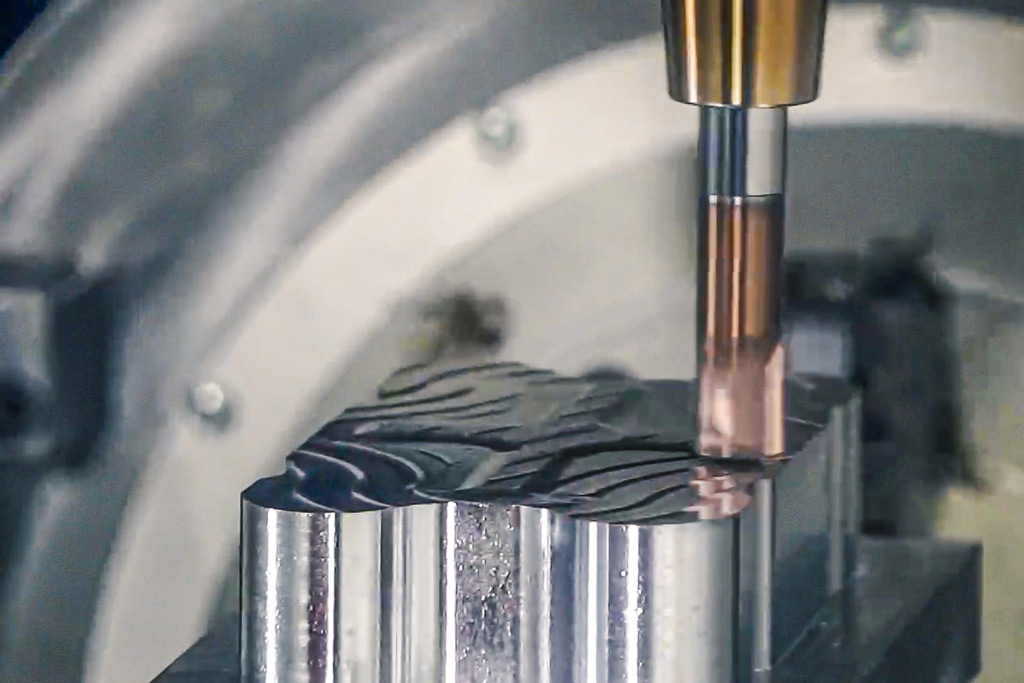
“A total of 16 different tools were used for machining”, Maichel recalls. Some are particularly noteworthy due to their unusual properties. A high-feed milling cutter OptiMill-3D-HF-Hardened was first used to remove large amounts of material. This six-edged milling cutter with a diameter of 16 mm roughed at a cutting speed of 170 m/min and a feed per tooth of 0.5 mm. It achieved a feed rate of over 10 m/min. Especially developed for roughing hardened parts with a hardness from 56 HRC, the OptiMill-3D-HF-Hardened is very forgiving when cuts are interrupted. The milling cutter also achieves high-quality surface finishes in finishing processes thanks to its innovative face geometry.
The OptiMill-3D-CR-Hardened five-edged corner radius milling cutter with a diameter of 10 mm is used to finish the upper area – face surface, contour and radius transitions. This milling cutter designed for stability with high radius accuracy is suitable for finishing workpiece materials up to 66 HRC. With high feed-rate values, it creates first-class to high-gloss surfaces.
Custom tools: Shoulder radius milling cutter and finishing milling cutter with wiper geometry
“The possible applications of the OptiMill-3D-CS shoulder radius milling cutter are innovative”, Ingemi divulges. Thanks to its special geometry, available in teardrop and taper shapes, this milling cutter machines workpiece sides with a high material removal rate and reduces machining time. Compared to standard ball nose milling cutters, higher-quality surface finishes can be achieved with the same line interlace and machining time. The milling cutter geometry is even more of an advantage if there are larger line interfaces: The processing times can be reduced by up to 80 percent here, while the surface remains the same or improves. The high surface quality achieved also allows polishing efforts to be reduced noticeably.
The NeoMill-3D-Finish radial indexable insert milling cutter is universally deployable for finishing hardened workpiece materials and applications. Its particularly wear-resistant and precision-manufactured indexable inserts with axial and radial wiper geometries enable high cutting depths and feed per tooth values, and thus high productivity. A solid carbide extension also makes low-vibration finishing possible at great depths.
Both tools require high feed rates for ideal operation, not only on straight pathways but also along curved routes. The Röders machine is particularly good at this due to its high dynamics with high values during acceleration. “Even after machining inner corners, where the speed has to be reduced to zero, ideal cutting values are achieved again in no time”, Dr Gossel explains. Users thus achieve both very high tool lives as well as excellent milling results. “A very nice example of the desired synergy between machine and tool”, Wolff notes.
“This project was a good chance for both partners to get to know each other, both on a technical as well as a personal level”, Dr Gossel concludes. It showed that the entrepreneurial philosophies of both companies harmonise. Röders’ objective is that the users can work with their machines as efficiently as possible. In order to provide optimal support here, Röders uses most CAM systems available on the market. MAPAL doesn’t just sell tools either. On request, they support their customers actively and competently with a well-networked team of technical consultants, market segment specialists, development engineers as well as CAM programmers.
The cooperation between the two companies was convincing, both during the definition of the machining strategy and in practice: The machining of the generic component took eight hours and twelve minutes at a continuous surface roughness of Ra 0.09–0.12 µm. “A variety of tools was used for the project’s finishing steps”, Dr Gossel highlights. “In practice, this is often refrained from as problems could occur due to ‘shoulders’ on the workpiece because of inadequate tool accuracy and machine rigidity or accuracy, for example due to thermal drifts.” To avoid this, users willingly accept longer machining time. There were no risks of this kind in this project due to the quality of machine, tools and CAM programming. The selected strategy, which was ideal for the corresponding surface segments, resulted in short machining time.
Meanwhile, various joint projects are running to develop solutions for tasks from Röders’ customers. A joint customer workshop is also planned for this purpose.