
11.05.2023
Mit Strategie zum Batterierahmen
Jede Komplettbearbeitung von Bauteilen muss durchdacht sein, jeder Schritt auf den anderen abgestimmt. Erst dann gelingt eine prozesssichere und wirtschaftliche Fertigung mit perfekten Ergebnissen. Um Kunden solch durchdachte Strategien zu liefern, hat MAPAL Fokuskomponenten an elektrisch angetriebenen Fahrzeugen definiert und die optimalen Bearbeitungsstrategien dafür erarbeitet. Unter anderem für den Batterierahmen.

Der Batterierahmen ist ein zentrales Bauteil in jedem elektrisch angetriebenen Fahrzeug. Er besteht in der Regel aus mehreren Rahmenteilen, die nach einer Vorbearbeitung zusammengeschweißt werden und die Aufnahme für die Batterien darstellen. Aus unterschiedlichen Kundenbauteilen haben die Experten für Elektromobilität bei MAPAL ein Musterbauteil, ein sogenanntes „Generic Component“ konstruiert, das die hauptsächlichen Bearbeitungen am Batterierahmen beinhaltet. „Wir bilden mit dem Bauteil die besonderen Herausforderungen bei der Zerspanung ab“, sagt Michael Kucher, Component Manager E-Mobility bei MAPAL.
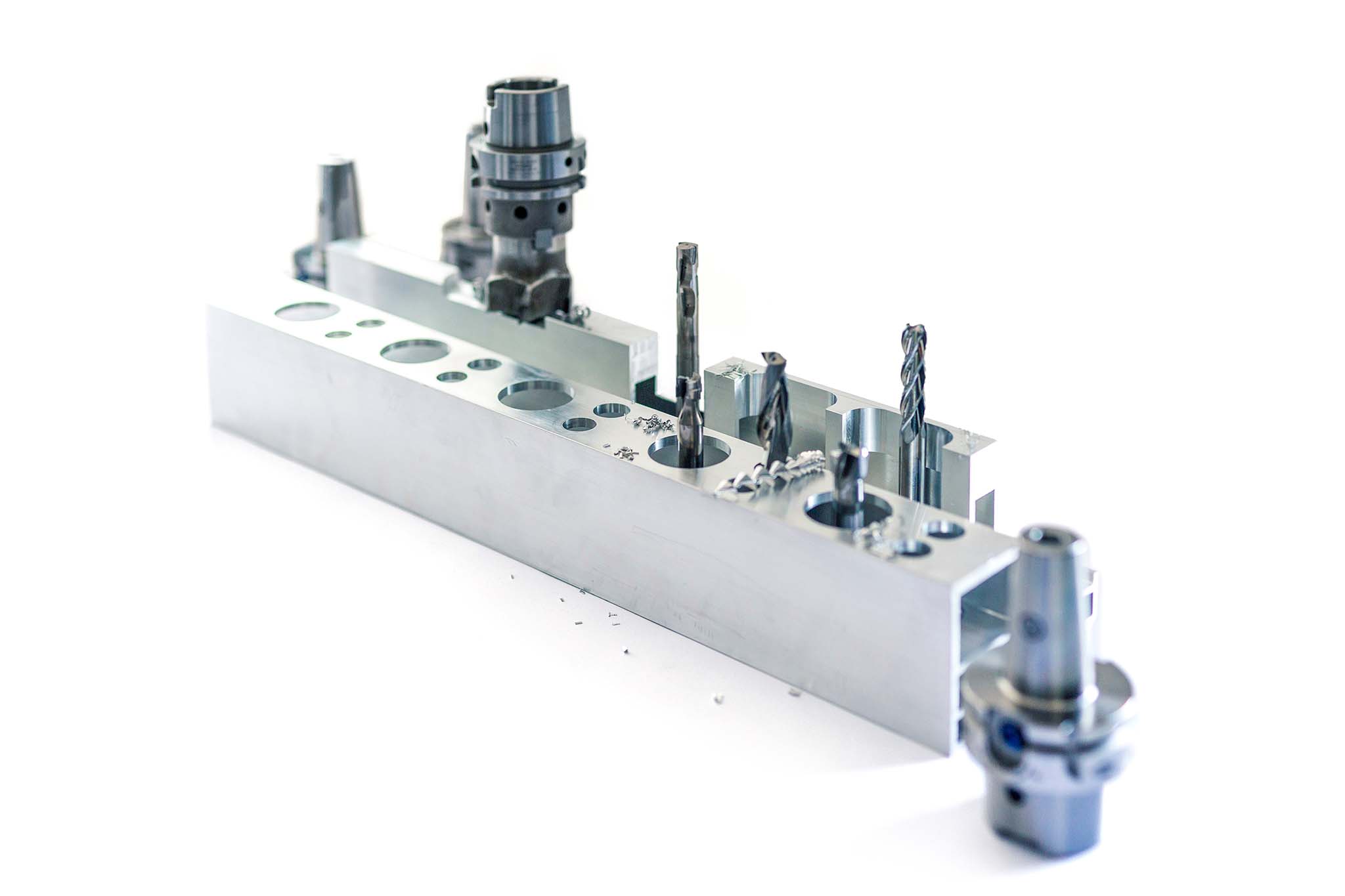
Als herausfordernd bei der Zerspanung zeigen sich am Bauteil unter anderem gestufte Bohrungen, Bohrungen mit unterschiedlichen Durchmessern durch mehrere Layer, gefräste Taschen mit verschiedenen Abmessungen, Absätze und hohe Anforderungen an die erzeugte Oberfläche.
Als herausfordernd bei der Zerspanung zeigen sich am Bauteil unter anderem gestufte Bohrungen, Bohrungen mit unterschiedlichen Durchmessern durch mehrere Layer, gefräste Taschen mit verschiedenen Abmessungen, Absätze und hohe Anforderungen an die erzeugte Oberfläche.

„Wir meistern diese Herausforderungen vor allem mit den optimal dafür ausgelegten Fräsern“, sagt Michael Kucher. Auch viele Bohrungen am Rahmenbauteil werden gefräst. In Abhängigkeit von Durchmesser und Bearbeitungstiefe entscheiden die Experten im jeweiligen Fall, ob gebohrt oder gefräst wird. „Zwar ist die Taktzeit beim Fräsen von Bohrungen etwas länger, allerdings bieten die Fräser in diesem konkreten Fall deutliche Vorteile, die das mehr als aufwiegen“. So waren in der Vergangenheit häufig lange Späne, die beim Bohren des Aluminiumbauteils entstehen, ein Problem bei Kunden. „Lange Späne aus dem Inneren der Rahmenteile zu entfernen, stellte sich in der Vergangenheit oftmals als Prozessrisiko dar“, so Kucher. Kurze Frässpäne dagegen lassen sich einfach beseitigen. Insgesamt ist beim Fräsen eine deutlich geringere Gratbildung zu beobachten als beim Bohren. Zudem werden Werkzeugwechsel eingespart. Können doch mit einem Fräser mehrere Bohrungen mit unterschiedlichen Durchmessern problemlos bearbeitet werden.
Dieser Vorteil kommt vor allem zum Tragen, wenn die Bohrung in einem der unteren Layer einen größeren Durchmesser hat, als der Bohrungseingang im oberen Layer. „Mit einer rückwärtigen Schneide am Fräser ist das gut zu realisieren“, sagt Kucher. Die Alternative wäre ein Umspannen des Werkstücks, um die Bohrung von unten mit einem Bohrer bearbeiten zu können. Mit dem speziell ausgelegten PKD-Fräser von MAPAL wird die Bohrung mit einer Drehzahl von 16.000 min-1, einer Schnittgeschwindigkeit von 650 m/min und einem Vorschub von 0,063 mm bearbeitet.
Dieser Vorteil kommt vor allem zum Tragen, wenn die Bohrung in einem der unteren Layer einen größeren Durchmesser hat, als der Bohrungseingang im oberen Layer. „Mit einer rückwärtigen Schneide am Fräser ist das gut zu realisieren“, sagt Kucher. Die Alternative wäre ein Umspannen des Werkstücks, um die Bohrung von unten mit einem Bohrer bearbeiten zu können. Mit dem speziell ausgelegten PKD-Fräser von MAPAL wird die Bohrung mit einer Drehzahl von 16.000 min-1, einer Schnittgeschwindigkeit von 650 m/min und einem Vorschub von 0,063 mm bearbeitet.
Bestmögliche Oberflächen mit dem OptiMill-SPM-Finish
Um die Absätze, Taschen und Nuten zu schruppen und die Taschen zu schlichten, empfiehlt MAPAL den OptiMill-SPM-Finish. „Er erreicht bestmögliche Oberflächen und arbeitet auch in den Ecken bei großer Umschlingung und hoher Belastung stabil“, beschreibt Kucher das Werkzeug. Die Spanräume sind poliert, damit funktioniert die Spanabfuhr perfekt. Das Besondere an diesem Werkzeug ist, dass Anwender große Tiefen in einem Zug schlichten können. Das spart Zeit und ist damit besonders wirtschaftlich. Beim Schlichten am Batterierahmen wird eine Oberfläche von bis zu Rz = 1 µm erreicht. Beim Schruppen wird mit einer Drehzahl von 10.981 min-1, einer Schnittgeschwindigkeit von 414 m/min und Vorschüben zwischen 0,12 und 0,22 mm gearbeitet. Beim Schlichten mit gleicher Drehzahl und gleicher Schnittgeschwindigkeit beträgt der Vorschub 0,075 mm.

Insgesamt kommen für den gesamten Musterprozess sieben Werkzeuge – davon sechs Fräser zum Einsatz. Neben dem OptiMill-SPM-Finish unter anderem der jüngst vorgestellte FaceMill-Diamond-ES. Um ein perfekt aufeinander abgestimmtes System zu bieten, werden alle Werkzeuge mit Zylinderschaft für den Musterprozess in UNIQ Spannfuttern gespannt.
„Wir bieten unseren Kunden für die Herausforderungen beim Zerspanen des Batterierahmens ein Komplettpaket an – bestehend aus PKD- und VHM-Werkzeugen, Spannfuttern und dem entsprechenden Prozess. Dafür passen wir den Musterprozess individuell auf die jeweiligen Gegebenheiten an“, erläutert Kucher.
„Wir bieten unseren Kunden für die Herausforderungen beim Zerspanen des Batterierahmens ein Komplettpaket an – bestehend aus PKD- und VHM-Werkzeugen, Spannfuttern und dem entsprechenden Prozess. Dafür passen wir den Musterprozess individuell auf die jeweiligen Gegebenheiten an“, erläutert Kucher.

Kontakt
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Tel.: +49 7361 585 3342


