

Soluciones para la tecnología de fluidos


Servicios de MAPAL
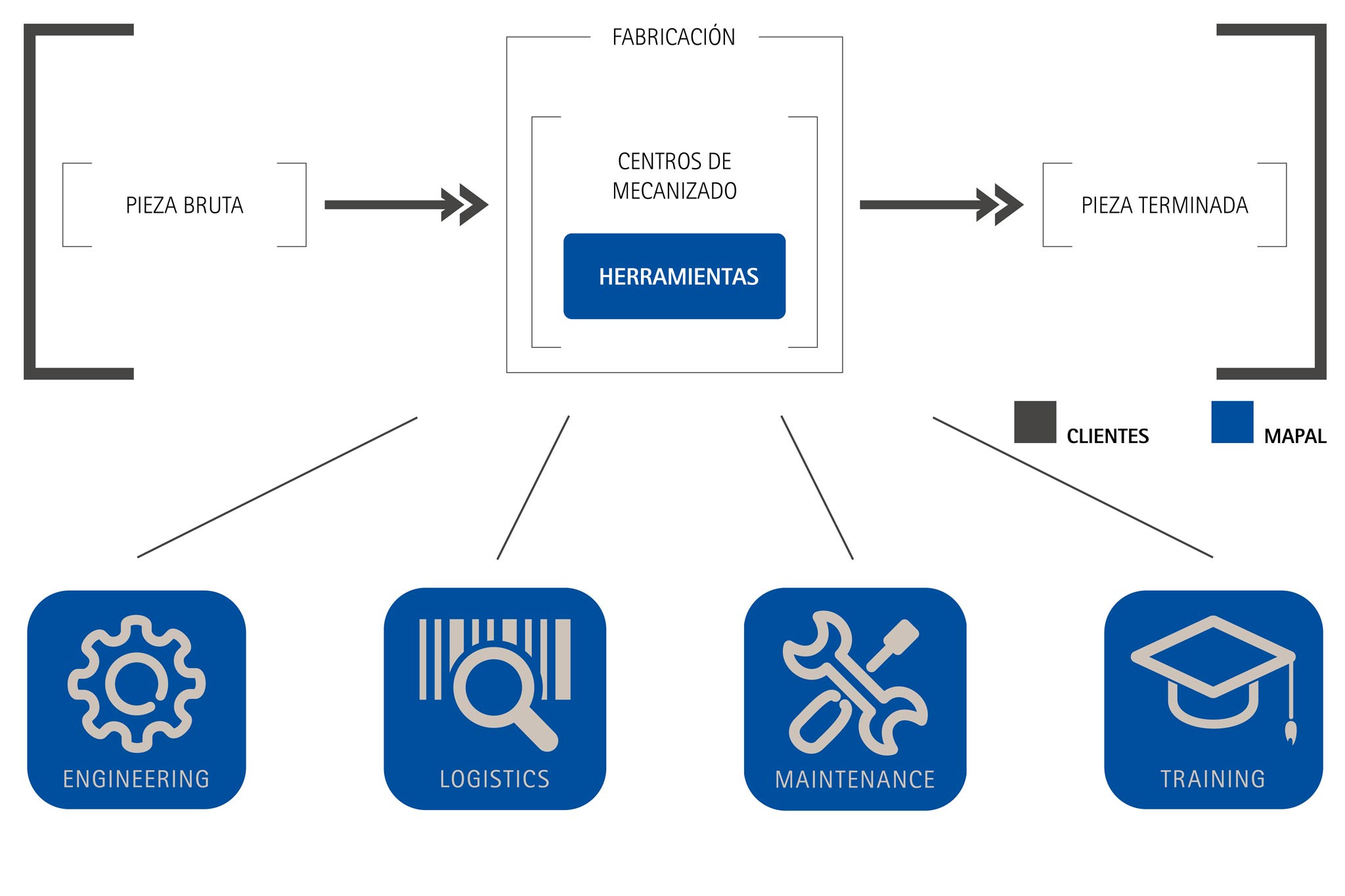
Con el módulo de servicios de ingeniería, MAPAL garantiza una fabricación rápida, precisa y segura. En el ámbito de logística y mantenimiento se pueden descubrir más potenciales de ahorro. Y en el ámbito de la formación, MAPAL se asegura de que el conocimiento especializado reunido está disponible de forma íntegra y transparente para el cliente, lo cual le permite avanzar de forma decisiva frente a la competencia.
En todas las ofertas de servicios de MAPAL, todos los procesos y la asistencia amplia están orientados a la industria 4.0, siempre con el objetivo de contribuir de forma importante a la fabricación fluida, productiva y económica por parte del cliente.
Ventajas:
- Soluciones completas para piezas de trabajo, incluyendo herramientas, dispositivos, programa CN y puesta en servicio
- Diseño del proceso completo e implementación de un solo proveedor
- Asistencia en sitio rápida y flexible en todo el mundo
- Tecnología de herramientas eficiente y con optimización de costes
- Adaptación óptima entre la herramienta, la pieza de trabajo, el dispositivo y la máquina
- Máxima calidad de producción, seguridad del proceso y rentabilidad desde el principio
- Ejecución rápida desde la planificación hasta la implementación con la máxima seguridad de planificación
Your direct contact
-
Persona de contacto
Jochen Schmidt Gestión de segmentos de mercado General Machining jochen.schmidt@mapal.com +49 7361 585 3893
-
Contact person
Tobias Stolz Component Manager tobias.stolz@mapal.com +49 8337 727 4819

